软件

产品


摘要:轻量化作为一项重要的优化指标,对新能源汽车提高综合续航能力起着重要作用。文章以《节能与新能源汽车技术路线图》为导向,从应用轻质材料、采用新的制造工艺以及采用先进的结构优化设计方法3 个方面来实现新能源汽车的轻量化。对于新能源汽车研发而言,需要均衡考虑各种轻量化手段,才能实现轻量化汽车的有效开发。
关键词:新能源汽车;轻量化;应用
新能源汽车由于具有能源来源广泛及排放低等优点而成为各国汽车行业研发及投资的重点。2016 年10 月26 日,中国汽车工程学会编制的《节能与新能源汽车技术路线图》正式发布,明确了新能源汽车作为未来汽车行业发展方向的必要和必然性,更是确定了汽车轻量化作为七大领域之一,为新能源汽车产业提供关键技术支撑的重要地位。《路线图》中明确了按高强钢、铝合金、镁合金和碳纤维复合材料的顺序逐步过渡的轻量化技术总体思路,从用材、工艺、设计3 个方面阐述了2030 年整体比2015 年减重35%的轻量化规划,足见轻量化技术在新能源汽车开发中占据了举足轻重的地位。基于此,文章对新能源汽车轻量化技术的应用现状进行了相关叙述。
1 轻质材料的应用
1.1 高强钢
高强度钢可分为普通高强度钢和先进高强度钢(AHSS)。普通高强钢主要包括烘烤硬化(BH)钢、无间隙原子(HSS- IF) 钢和高强度低合金(HSLA) 钢等;AHSS 主要包括双相(DP)钢、复相(CP)钢、孪晶诱导塑性(TWIP)钢、相变诱导塑性(TRIP)钢、马氏体(MS)钢、热成形(PH)钢及淬火延性(QP)钢等。汽车用钢按强度等级的分布,如图1 所示。
某车型的A/B 柱、车门槛、前防撞梁、车门防撞梁、横梁、纵梁、顶盖横梁、地板横梁及电池包防护框架等零件,均采用了高强钢和超高强钢,占比高达68%,轻量化系数达到4.05。通过提高白车身高强度钢板的应用比例,可以减少零件数量和降低板材厚度,提高车身安全性的同时实现轻量化。业内专家认为,高强钢能够满足减轻汽车质量和提高碰撞安全性能的双重需要,甚至从成本与性能角度来看,是目前满足车身轻量化、提高碰撞安全性的最佳材料。
1.2 铝合金
铝合金体积质量小,仅为钢的1/3,易于挤压成型,具有良好的耐腐蚀性、良好的强度和韧性。铝制轿车车身比钢制的质量减轻超过40%,铝车轮比钢车轮质量减轻30%,《路线图》中更是把2030年单车用铝量超过350kg 作为发展目标。
特斯拉Model S车型的车身用到了大量的铝合金,并且通过特殊的焊接技术实现了铝合金构件与钢构件的连接;蔚来ES8选择全铝车身设计,且使用率高达96.4%,白车身质量为335 kg,白车身轻量化指数达2.02;奥迪A8白车身的用铝量达58%,包括地板、前围、顶盖横梁等采用铝板,前后纵梁和边梁采用铝型材,前后弹簧支座等采用铝铸件。铝合金在汽车上的应用越来越普遍,未来也将成为最具优势的汽车轻量化材料之一。
1.3 碳纤维复合材料
碳纤维增强复合材料有着绝佳的物理特性:比铝轻30%、比钢轻50%,强度却是钢的7~9 倍,其中以树脂和金属为基体的复合材料在车身上的应用较为成熟,具有应用于车身制造的诸多优势。据测算,碳纤维复合材料的应用可以使汽车车身和底盘质量减轻40%~60%。而碳纤维复合材料零部件的应用,能比同类钢质零部件质量减轻50%以上,比铝制部件质量减轻30%以上。目前,碳纤维复合材料制成的车身结构件已在宝马Z- 9 和Z- 22 系列中大量采用。宝马i3全碳纤维承载式车身总质量只有112.2 kg;德国大众汽车公司的“2 L 车”CC1 研究项目中,碳纤维复合材料用于车身的比例高达45%;北汽的纯电动汽车ARCFOX- 1 采用了整体成型碳纤维复合材料上车体,BJ80SUV 则采用了碳纤维前机盖;前途K50车壳材质全部采用碳纤维材料,29 个碳纤维复合材料零部件总质量仅为46.7 kg,比使用传统钢板材料质量减轻40%以上,比使用铝合金材料质量减轻20%以上,并且采用免喷漆的覆膜技术,将整车质量尽可能降至最低。
2 新技术和工艺的应用
2.1 内高压成型
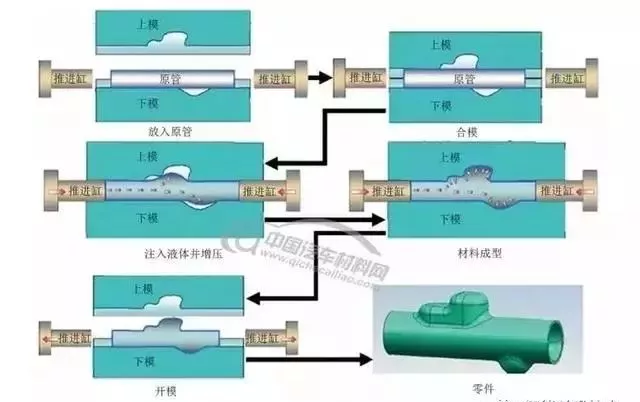
内高压成型是利用管材作为原材料,内充高压液体,从而实现沿轴线方向不等截面的复杂零件的一次成型。内高压成型示意图,如图2 所示。某车型车架纵梁采用内高压成型,该纵梁总长为4.63 m,沿轴线方向为变截面结构,其截面周长最小为308 mm,最大为534 mm,可通过锥形管分3 次成型完成。采用此工艺可实现减轻质量34%,提高材料利用率30%。电池托架、副车架、散热器支架、仪表板管梁及下摆臂等的部件成型均可采用内高压成型技术。
2.2 热压成型
热压成型是在一定温度的模具内进行冲压并淬火,以实现相变强化的一种成型方法。目前主要的热压成型钢为硼钢,成型后强度为1 500 MPa。与传统冲压相比,热压成型零部件的厚度至少可以减薄20%,提高车身零部件强度从而减少加强板数量,进一步实现质量减轻。某车型B 柱加强板由激光拼焊板搭配2 个小加强板的原方案改为热压成型的B 柱加强板,零部件减薄的同时减少了2 个小加强板,单侧质量减轻1.285 kg。A/B/C 柱加强板、车门防撞梁、地板和顶盖边梁、前防撞梁及纵梁等零部件均可采用热压成型工艺。
2.3 辊压成型
辊压成型是以若干对辊轮为成型工具,随着辊轮的旋转运动,将钢带向前送进的同时进行顺次成型,以获得所需断面形状的一种加工方法,辊压成型示意图,如图3 所示。比较典型的应用辊压成型的零部件包括前后防撞梁、门槛梁、顶盖横梁、地板横梁、车门窗框等。某车型门槛梁采用辊压成型工艺,应用1.4 mm 的1180MS 冷轧高强钢替代2.0 mm 的B410LA 冷轧汽车结构件钢,单件质量减轻30%,单件成本下降23.2%,有效地实现了减重降本。
2.4 激光拼焊板的应用
激光拼焊技术可以将不同厚度、不同材质及不同表面状态的钢板对拼后焊接在一起,再冲压成零部件。
因其具有自由组合的性质,可将不同的钢板进行拼接,实现了减轻车身质量、增加车身刚度、减少车身装配零件数量、提高装配精度和成本的目的。采用激光拼焊板可使零件质量减轻24%,生产时间缩短21%。目前由激光拼焊板生产的汽车车身零部件主要有前后车门内板、前后纵梁、侧围、底板、A/B/C 柱、轮罩及背门内板等。
3 优化结构设计方法的应用
除了造型、厚度及断面优化等传统汽车结构优化的轻量化方法,新能源汽车轻量化结构设计还体现在驱动电机小型化、逆变器的小型化、电驱系统的高度集成及轮毂电机的应用等。
驱动电机小型化的主要实现途径包括提高永磁电机功率密度、增加线圈的占积率、拓宽回馈制动高效区、缩短线圈末端和采用低成本易采购的电磁钢板等,比较典型的案例是本田混合动力车上采用的二电机驱动系统(电机与发动机),与使用常规电机相比,高度与宽度分别缩减了9.2%和9.7%。
逆变器的小型化是加速电动化的关键,而碳化硅功率器件较现有车载逆变器中使用的硅功率器件,可以使逆变器的功率损耗降低超过50%,损耗减小即发热量减少,由此可以减小逆变器尺寸。
通过电机集成减速器的“二合一”或电控+ 电机+减速器的“三合一”方案,可以实现轻量化、高效、小型化,同时降低成本。某采用了三合一方案的电驱动总成包含了电机、减速器与电控等集成,相比此前的总成,该电驱动总成质量降低15%,体积也将近降低20%,成本下降了30%,在同等电量下,NEDC 工况的续航里程提升约5%。某车型涵盖电机、电控、变速器高速集成的三合一电驱动总成,以及DC- DC、充电器和配电箱三合一的高压系统等,如图4 所示,驱动总成综合效率达到88%,最高效率达到91.9%,质量下降了35%,功率密度提升了40%,电机成本下降了40%。将电机+ 减速器、电机控制器、充电机、直流变换器、高压分线盒、部分整车控制器等都集成到一起的“多合一”方案更是新能源汽车轻量化技术不断发展的必然趋势。
4 结论
最近10 年,轻量化在中国汽车行业得到了快速的发展,甚至有一部分自主品牌汽车的轻量化水平达到了国际领先水平。轻量化不仅是一种新材料或者一项先进技术,而且是车型研发的一项重要技术指标,轻量化必须在整个车型的研发周期内同步开发实施与管控。轻量化技术主要有三大方向,即新材料轻量化、先进工艺轻量化和优化结构轻量化,这3 个方向相辅相成,互相约束,需要均衡考虑,才能实现轻量化汽车的有效开发。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020