软件

产品


本文介绍了热成形零件的类型以及这几种类型在白车身上的分布以及应用情况;同时,从热成形的微观和宏观两个方面介绍了热成形的质量控制技术。
世界节能与环境协会的研究报告指出:汽车整车重量降低10%,燃油效率可提高6%~8%,面对国内汽车保有量不断攀升、排放增大、环境污染日趋严重、全球资源短缺、新能源汽车续航能力不足等问题,汽车轻量化将是未来汽车重要的发展方向之一。综合比较铝合金、钛合金、镁合金,以及非金属碳纤维复合材料等轻量化材料,高强度钢是目前满足车身轻量化,同时提升碰撞安全性能的最佳材料之一。近年来,热成形在主机厂的应用越来越广泛;同时,随着热成形技术的不断创新,新的热成形类型应运而生并且技术越来越成熟,给主机厂带来了更多的选择。本文着重介绍目前已经量产的几种类型。
由于热成形零件涉及很复杂的金属材料热、力、相变等多物理场耦合等等问题,所以相对冷冲压件,热成形零件在质量控制上有很多特殊的要求。在这种背景下,热成形的工艺过程控制技术,将作为主机厂和热成形供应商共同研究的一个课题并且会持续不断更新。
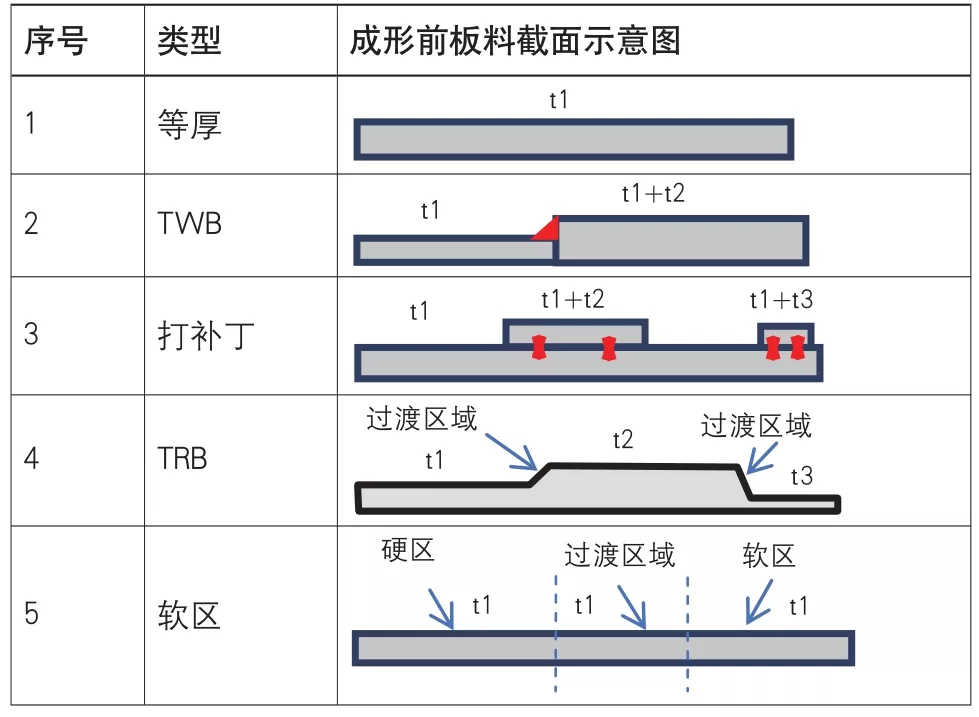
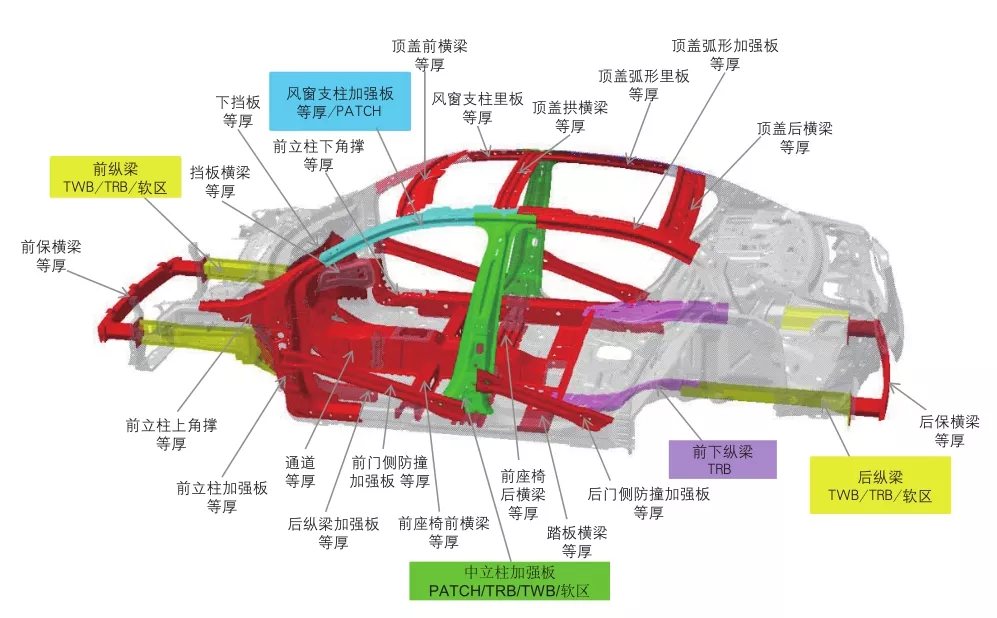
随着热成形技术的发展,热成形种类越来越多,并且也越来越成熟。表1是目前比较成熟的热成形类型在成形前的板料截面示意图,这几种类型已经应用到很多车型上并且已经量产。另一方面,由于车身轻量化以及碰撞的要求越来越高,热成形零件在白车身上的分布越来越广,单车上热成形零件使用数量也越来越多。根据碰撞时力的传递,白车身上有接近40个零件都是可以使用热成形工艺的,如图1光亮处所示。
表1 成形前板料截面示意图(5种类型)
以下是热成形类型在成形前的板料截面介绍。
⑴等厚。热成形前的板料为一块等厚板料。等厚是目前应用最广的类型,一个白车身上等厚的热成形零件占所有热成形零件的90%以上。如图1中红色零件一般都设计成等厚热成形零件。
图1 热成形零件的分布图
⑵激光拼焊板(TWB)由两种料厚不一致,材料不一致的料片通过激光拼焊的方式连接在一起,两块料厚最佳比例为1.5∶1;同时,强度较弱的部位,如中立柱下部区域采用的是一种新的可用于热冲压成形钢种Ductibor600,两种材料拼焊后再热成形。激光拼焊板可以实现同一个零件不同强度,目前普遍应用在中立柱加强板上,还可以应用在前纵梁、后纵梁上。但是激光拼焊结构要保证焊缝起弧位置的强度。某车型中立柱加强板就曾遇到过起弧处撕裂的情况,所以保证激光拼焊的焊缝强度是材料供应商重要的研究项目。同时,激光拼焊板在模具调试阶段较其他车型相对困难,所以,对于主机厂来说,TWB的结构一般都不会是最优先选择的结构。
⑶打补丁(PATCH)由一个或者几个小的料片在热成形前通过悬点焊的方式与另一个大的料片焊接在一起,然后再进加热炉。小料片的材料和大料片一致,但是大小尺寸不一样,料厚也可能不一致。PATCH结构能起到局部加强的作用,一般应用在风窗支柱加强板以及中立柱加强板上部。该结构对焊点的数量以及布置要求很高。热成形后由于硬度、强度很高,PATCH焊点的检测非常困难。目前普遍采用的是检测热压前的焊点强度,所以需要将热压前的焊点强度和热压后的焊点强度做一个对应关系的比对,通过检测热压前的焊点强度来评判热压后的焊点强度。
⑷原材料为轧制不等厚(TRB),同一块板料上实现几种不同的料厚,不同的料厚之间为渐变式过渡区域。TRB可以满足不同区域、不同强度的需求,一个零件可以取代几个零件,目前全球仅一家提供TRB的板料,原材料采购周期长;原材料成本相对较高。TRB目前主要应用于纵梁以及中立柱加强板上,某款车型的纵梁有9处不同的料厚,如图1紫色零件所示。
⑸软区。板料为一个等厚料片,通过热成形加热炉设备或者模具实现不同区域、不同强度的功能。同一个零件上分成了2个区:硬区和软区。硬区抗拉强度仍为1500MPa,屈服强度为950MPa;软区屈服强度有3种,1)软区屈服强度400MPa,抗拉强度600MPa;2)软区屈服强度550MPa,抗拉强度700MPa;3)软区屈服强度700MPa,抗拉强度900MPa。如果通过加热炉来实现软区和硬区,需要增加设备投资;所以目前一般通过模具实现:硬区布置冷却水道,冷却速度快,软区布置加热器,冷却速度慢。这对供应商的调试能力要求很高。
对于需要不同溃缩量的同一个零件,可以采用软区的设计结构,例如前纵梁前部可以设计成软区;中立柱下部溃缩量比上部大,则中立柱可以采用软区结构,中立柱下部可以设计成抗拉强度550MPa,屈服强度500MPa。同样,后纵梁也可以采用软区的结构。软区较其他几种类型,模具成本较高,但是其轻量化比较明显。所以,对于类似中立柱加强板/前纵梁/后纵梁,可以采用多种热成形结构时,需要从质量、成本、周期、性能和轻量化等几个方面综合考虑后,最终确定一种设计方案。
机械性能和微观组织的过程控制
和冷冲压不一样的是,热成形需要将板料加热至930℃左右并保温一段时间,保证奥氏体组织均匀化,然后再进入带冷却系统的模具中成形并快速冷却淬火,保压,最终变成均匀的100%马氏体组织;抗拉强度可以达到1500MPa,屈服强度≥950MPa, 延伸率>6%, HV50(中央)≥400。
所以,除和冷冲压一样,需要对原材料的料厚,板料表面外观(是否有裂纹,鳞片,氧化等)、原材料的化学成分、原材料的机械性能、镀层重量、模具的闭合高度、气垫压力、板料在模具中的定位等等监控外,热冲压件有其特有的工艺参数,主要表现在:
⑴加热炉的温度。
加热炉划分了很多温区。例如,35m的炉子可能会划分15个温区,每个温区的温度都控制在930℃左右。将板料加热至930℃并保温一段时间,使板料充分奥氏体化。
⑵加热时间。
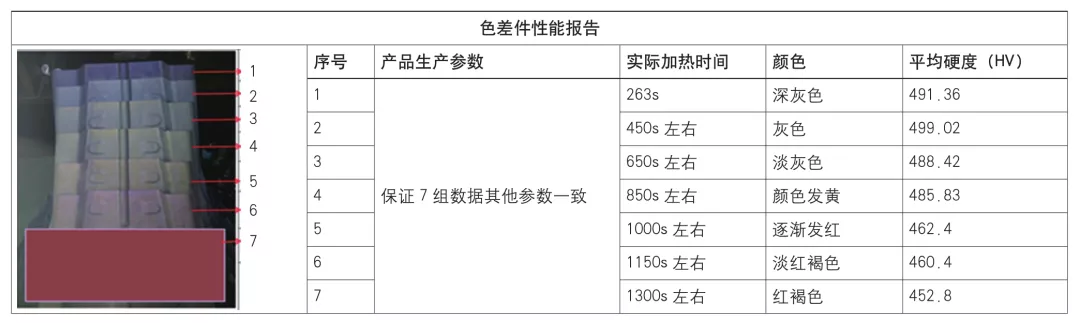
因为板料料厚不一样,一般不同的零件会设定一个不同的加热时间并在生产过程中作为参数进行控制。但是往往在实际生产过程中,会遇到各种各样的小故障,有时会间接迫使停留在加热炉中的板料的加热时间比参数中设定的时间要长。这样,直接会导致热成形零件表面出现不同的颜色。如果时间更长,超过某个值,机械性能以及微观组织就会受到影响。
颜色的变化一般会发生在铝硅镀层的板料上,随着加热时间的增加,铁离子和铝硅发生不同的化学反应,从而导致镀层表面颜色的变化。产生色差的原因是光线的干涉,干涉色是光透过膜上的反射光和底面的反射光所产生的干涉作用。
表2 加热时间对应的颜色以及性能报告
表2是某热成形零件加热时间对应的颜色以及性能报告(本实验所得数据为每种颜色3套零件平均值,实验中正常零件取值来自前期实验的平均值)。
通过大量的实验数据表明:随着零件加热时间的增加,零件颜色逐渐变浅;到1000s时,颜色变深,硬度值降低。目前来讲,比较安全的加热时间是控制在1200s以内;有的供应商甚至控制在900s以内,在这个区间内,零件性能以及微观组织基本上没有问题。如果在批量生产过程中遇到颜色的问题,可以和供应商共同建立色板卡,来评判零件是否合格。
⑶成形前的坯料温度。
板料从加热炉中取出到达模具进行成形淬火前,板料冷却主要是空气对流散热和辐射换热。在实际生产过程中,热成形冲压设备上都会装有一个温度传感器,检测板料成形前的温度。不同零件成形前的温度会有差异,理想的温度是750℃左右。
关于坯料从加热炉出来移至模具型腔的时间,可以通过板料成形前的温度,板料的厚度、尺寸、钢板表面的热流密度等等计算得出,并靠设备来保证该时间。
对于上述表1中的PATCH结构,在模具设计时,冲压方向一定是PATCH面指向大面的方向。主要是因为:⑴在加热炉中,PATCH面不能直接接触滚轮,而应该保证热成形板料的大面接触滚轮。如果PATCH直接接触滚轮,那么在滚轮运动过程中, PATCH料片有可能被卡在两个滚轮之间,会造成停线;⑵热成形板料从加热炉移到模具中,由于受节拍、成本等限制,端拾器都不会设计成将板料从加热炉中取出,旋转180°后再放到模具中。基于以上两点,在PATCH模具设计时,要特别注意限制条件。
⑷保压时间。
保压在模具中实现,热成形的模具集成形和冷却淬火于一身。钢板保压淬火阶段,钢板温度随时间的变化主要由钢板与模具间的热阻和接触面积决定。热成形模具上带冷却系统,通过模具传递热量使零件快速冷却,最终转变为马氏体。
冷却时间可以先模拟计算一个值,后续调试过程中,可以不断进行优化。某车型中立柱加强板在实际生产过程中,冷却时间不断优化,第一次将冷却时间由11s优化到9s;第二次由9s优化到7s并保持不变。
⑸冷却速度。
只有在冷却速度超过某一临界值后,才能使奥氏体转变为马氏体,目前研究出来的热冲压工艺冷却速度最小30℃/s。
几何尺寸的过程控制
⑴热成形零件的型面几何尺寸。
热成形零件的型面尺寸主要取决于上下模镶块的加工精度、模具的闭合高度、温度等等。热成形模具在普通模具的基础上增加了冷却系统,上下模镶块都设计了冷却水道;同时对于复杂零件同样也需要增加压料的设计结构,先压料再成形。目前对于热成形零件,贴合面面位置度公差带能控制在1mm以内,非贴合面面位置度公差带能控制在2mm以内;与低强度冷冲压钢材(如DC04)相比,热成形由于受到温度等因素影响,型面尺寸精度稳定性稍差;但与高强度钢冷冲压(抗拉强度大于400MPa)对比,由于高强度钢板冷冲压回弹较大,热成形尺寸的符合性和稳定性具有较大的优势,冷冲压板材强度越高,热成形优势越明显。
⑵热成形零件修边线以及孔尺寸。
根据零件功能的需求,有些零件的部分修边线采用预开发,后续不再进行激光切割;有些是必须要采用激光切割的。目前,判定修边线是否采用激光切割的公差带临界值基本设定在4mm。低于4mm的,采用激光切割;高于或者等于4mm的采用预开发以节约成本。
如果采用预开发,后续不再激光切割,修边线误差的控制来源于以下几个方面:
①开卷落料所带来的公差。
开卷落料优点是材料利用率高,但是缺点是多布局冲裁后获得最终料片,存在误差累积;误差累积±0.5mm,生产通过调整关键位置,最多可以控制误差量±0.4mm。
②热压成形在模具中的定位误差。
同冷冲压模具一样,热成形模具上同样会采用定位销定位,板料孔与定位销间隙0.1~0.2mm,否则板料会卡住,放不进模具。
③热成形过程中材料流动。
热压过程中材料在模具中流动不均匀,产品形状随料片投入角度位置、初始触料位置、冲压速度(应变速度)、冲压变形压力、模具温度和环境温度等等的变化而发生变化。所有零件均存在波动,依据零件形状,不同部位产生不同波动。这个误差需要根据具体零件来具体分析,以后纵梁加强板为例,会产生±0.5mm的偏差。
④零件在激光切割后的应力释放产生±0.2mm的偏差。
⑤成形性的自身因素会产生±0.5mm的偏差。
对于后续修边线需采用激光切割的工艺,以下几个参数需要控制:
①零件在激光切割夹具上的定位:工序件在激光切割夹具上的定位,对成品件的稳定性有着决定性的作用。目前最优的定位方式是1个翻孔+型面来定位。其中翻孔孔径φ16mm,翻边高度1~3mm;
②使用气体的压力(高压);
③使用气体的压力(低压);
④切割速度等等因素。
一般激光切割后的孔径公差最高可达到0.2mm,孔位以及修边线的位置度可控制在1mm以内。
关于热成形后的修边线,除了激光切割的方式,还可以采用冷切的方案。
激光切割设备一次性投入较高,但是设备可以供其他零件使用;单个零件上激光切割区域越多,所需时间就越长,成本越高;激光切割需要投资1套夹具。冷切投入的模具费用较设备投资相对少,但是不能与其他零件共模,生产效率比激光切割高。对于产量达到或高于一定数量的车型,用修冲孔模替代激光切割,可以减少激光切割的成本,同时提高生产效率,从而降低零件成本。目前,已有零件采用后续冷切的方案进行批量供货。
同时,对于修边线,从技术上来讲,也可以在热压过程中进行修边。
对于在热压过程中进行修边,有的供应商也研究过,但是目前由于节拍达不到要求,并且控制方面稳定性差,所以一直处于研究阶段,并没有实现量产。
所有的零件必须要有可追溯标识,可追溯各个工序的生产信息、数量、人员及原材料。对于热成形零件也不例外。冷冲压件会在成形工序上打标识。但是和冷冲压不同的是,在热成形过程中实现打标识难度很大:⑴增加的打印标识的镶块会影响冷却系统;⑵在材料流动的情况下进行打刻,打印标记内容会受到影响。所以,对于热成形零件来说,一般在拆垛系统中增加一个打码工位,机器人取料片→打标识→将料片送至滚轮上→再进加热炉加热。这套打码的设备可以适用于不同车型的不同热成形零件。
随着轻量化和碰撞要求越来越高,热成形的设计也在不断的革新。热成形材料供应商,设备供应商以及模具供应商等和主机厂将面临更多的挑战与机遇。同时,热成形的工艺控制技术将随着热成形设计的变化不断更新,质量控制将作为主机厂和热成形供应商共同研究的一个课题并不断优化。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020