软件

产品


随着现代汽车的发展,市场上车辆类型越来越多,控制整车的制造成本,成为提升企业竞争力的重要手段。而机盖内板是属于白车身的一个关键部件,提升机盖内板的材料利用率也成为削减整车制造成本的一个手段。但由于机盖内板造型复杂,要获得高质量、稳定的产品,不是一件容易的事。随着技术手段的进步,我们可以借助CAE软件AUTOFORM 进行冲压仿真分析,来帮助我们完成工艺方案的验证,取得相对满意的结果。
材料利用率,顾名思义是一个合格的冲压零件的重量与坯料的重量比率。一般来说,对于汽车生产企业而言,提高材料利用率是整车企业降本增效的重要课题。通常一台白车身的钣金重量约400kg,而白车身材料利用率一般控制在50%~56%,即单个白车身需要消耗800kg ~850kg 的坯料。因此在现代汽车市场竞争不断加剧的背景下,提升单台车材料利用率,意义十分重大。
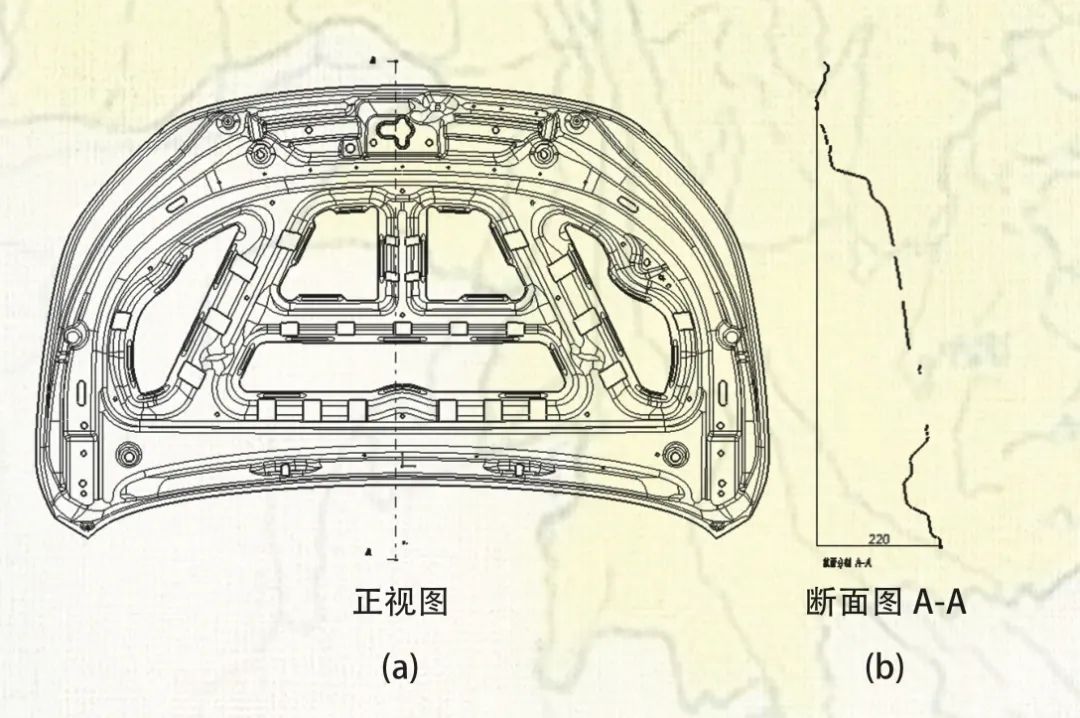
汽车车身的“四门两盖”(左右前门、左右后门、发动机盖、行李厢盖或背门)是汽车外表的开启件,这些零件既要保证强度,又要保证外表美观、内部功能完好。其中机盖内板就是发动机盖内侧板件,它的外形尺寸为1567mm×1027mm×220mm,属于大型汽车覆盖件,如图1 所示。
图1 机盖内板
此产品使用的材料为DC54D+ZF,材料厚度为0.65mm。材料的力学性能如表1 所示。
表1 DC54D+ZF 板材的力学性能
根据设备生产要求,机盖内板的工艺方案采用四工序成形方式,工序内容为:拉延、侧修边侧冲孔、修边冲孔、冲孔整形。
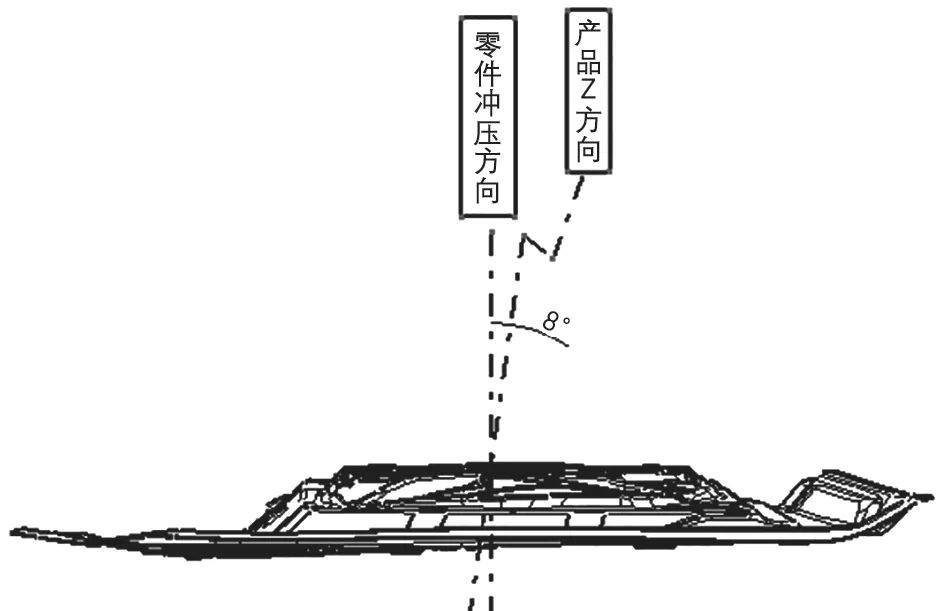
产品的冲压方向对于产品的成形性和后工序的工艺方案设定影响很大,冲压方向设计是指在综合考虑产品信息、材料、工艺等因素及实际生产中的各种“非线性”问题的基础上,完成冲压方向设计。对于机盖内板,我们一般从产品最小的成形深度,设备自动化允许工序间的旋转角度差以及产品内孔的冲孔角度等几个方面,最终确认机盖内板冲压方向为产品Z 方向旋转8°,如图2 所示。
图2 冲压方向
为了产品内部达成一定塑性变形,我们在产品成形过程中,会设定工艺补充面,让产品达成充分成形状态,在后工序中将多余的废料进行切除。合理的工艺补充可以有效提高产品的成形质量和材料的利用率。
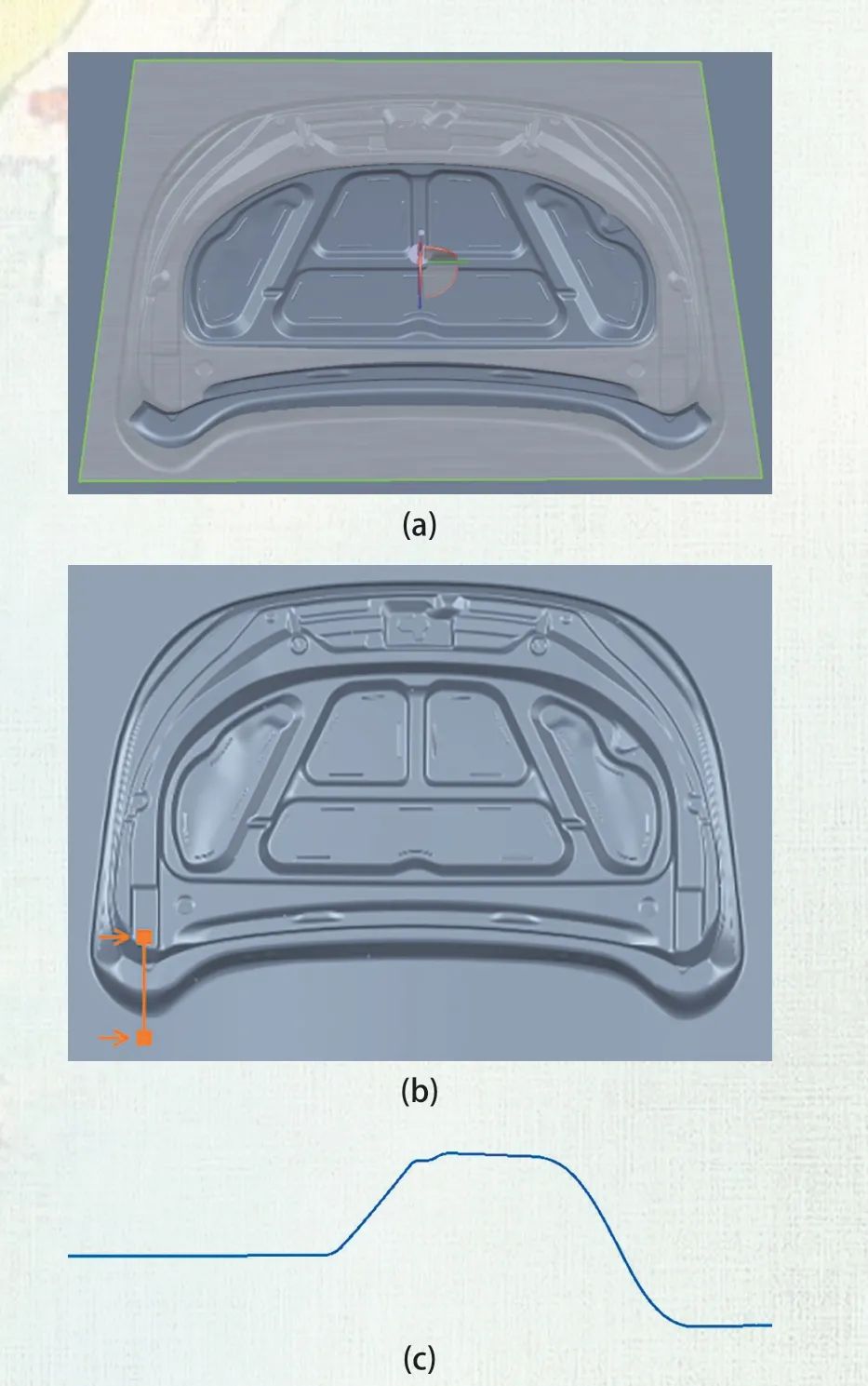
根据产品的形状,利用CAE 软件AUTOFORM 进行冲压仿真分析,将拉延工序的工艺补充面做成全封闭形式。拉延模型面设计如图3 所示。
图3 拉延模型面(方案一)
坯料形状和工艺补充经过多轮的优化,得出产品坯料尺寸为1780mm×1195mm,压料力为1500kN,拉深行程为100mm,如图4 所示。
图4 CAE 分析结果(方案一)
从分析结果来看,机盖内板在铰链尖点部位的减薄出现开裂风险,减薄率高达24.8%。其余部位的减薄率都在安全范围之内,无开裂风险,成形性良好。
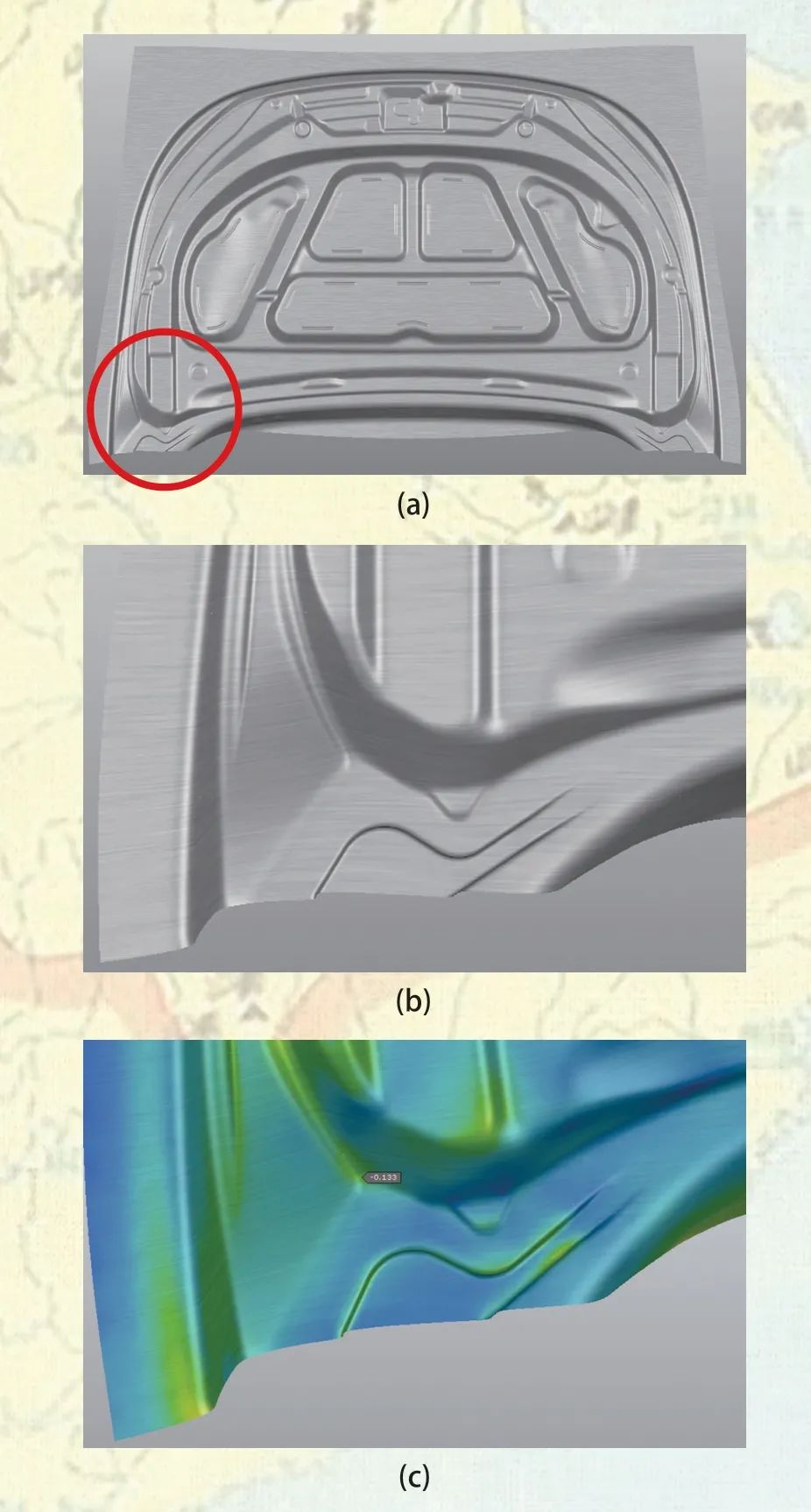
仔细分析产品的特征形状,发现下侧两个角部,为材料利用率决定部位,并且材料流入量很小,做成半开口拉延,使材料自由流动成形。利用CAE 软件AUTOFORM进行冲压仿真分析,将拉延工序的工艺补充面做成局部开口形式。拉延模型面设计如图5 所示。
图5 拉延模型面(方案二)
经过坯料形状和工艺补充多轮的优化,得出产品坯料尺寸为1780mm×1140mm,压料力为1500kN,拉深行程为100mm。最终得到一个合格的工艺模型,如图6 所示。
图6 CAE 分析结果(方案二)
从分析结果来看,对比方案一来说,机盖内板在铰链尖点部位的减薄率明显降低,减薄率达13.3%。其余部位的减薄率都在安全范围之内,无开裂风险,成形性良好。
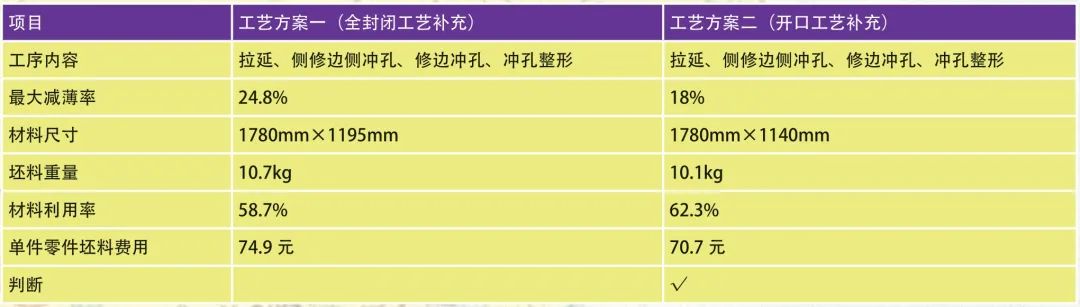
两个工艺方案通过AUTOFORM 冲压仿真分析,建立两个合理工艺模型。从质量和成本两个角度对工艺方案进行评价分析,如表2 所示。
表2 工艺方案评价分析
通过表2 对比,可以清晰看出,方案二(开口拉延工艺)从产品品质和成本上,可以为企业节约生产成本,若零件量产在10 万件以上,可以削减42 万元的成本。
本文通过对机盖内板的工艺方案进行分析研究,相对于传统全封闭式拉延形式,提出了一种开口拉延工艺方案,从而达到产品品质提升以及制造成本削减的目的。利用CAE 软件AUTOFORM 对前期工艺方案进行优化,起到了对冲压模具制造生产指导作用,最终快速调试出合格冲压零件,满足各项质量要求,最终制造出来的零件如图7 所示。
图7 实际板件
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020