















































软件

产品


八、Moldflow 3D 求解技术对充填剖析
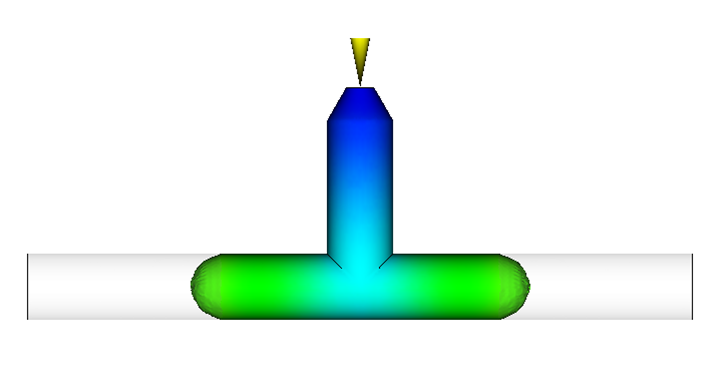
材料在圆形管道的填充:
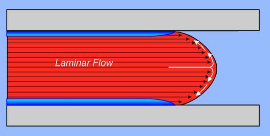
喷泉流动
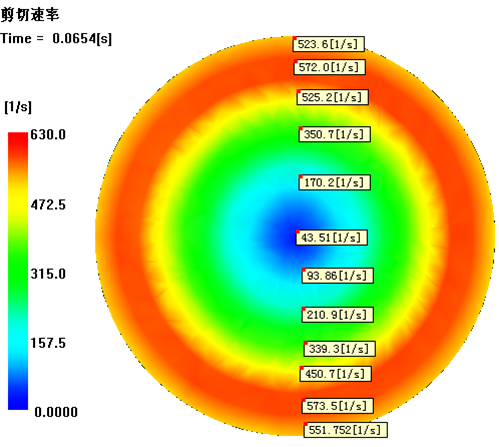
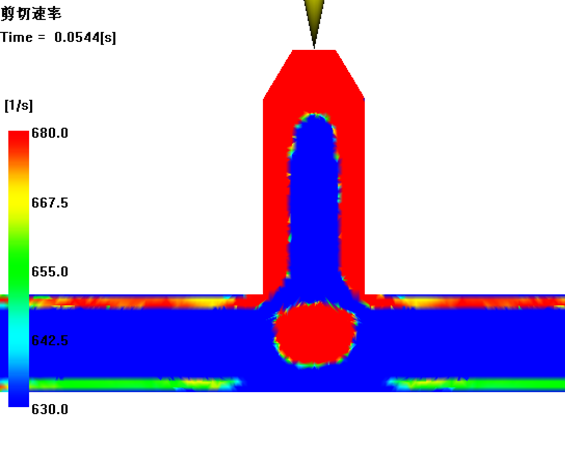
剪切速率
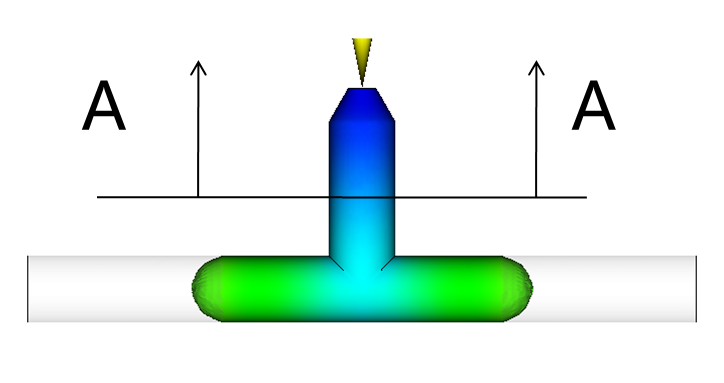
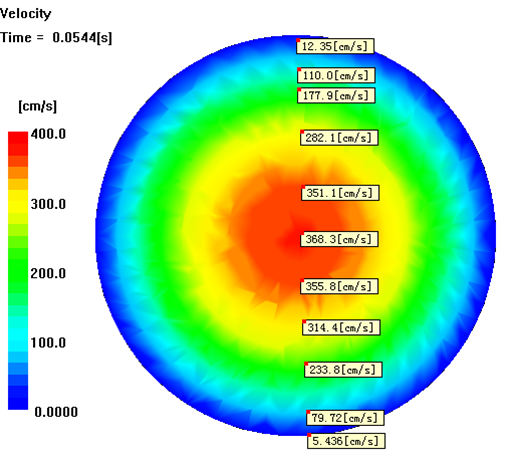
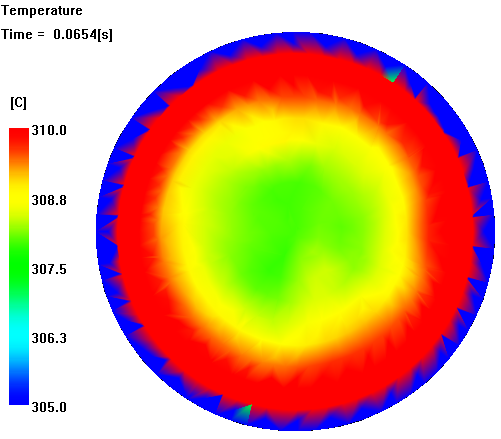
塑料在圆形管道中的流动-转弯前:速度、剪切、温度的轴心对称方式。
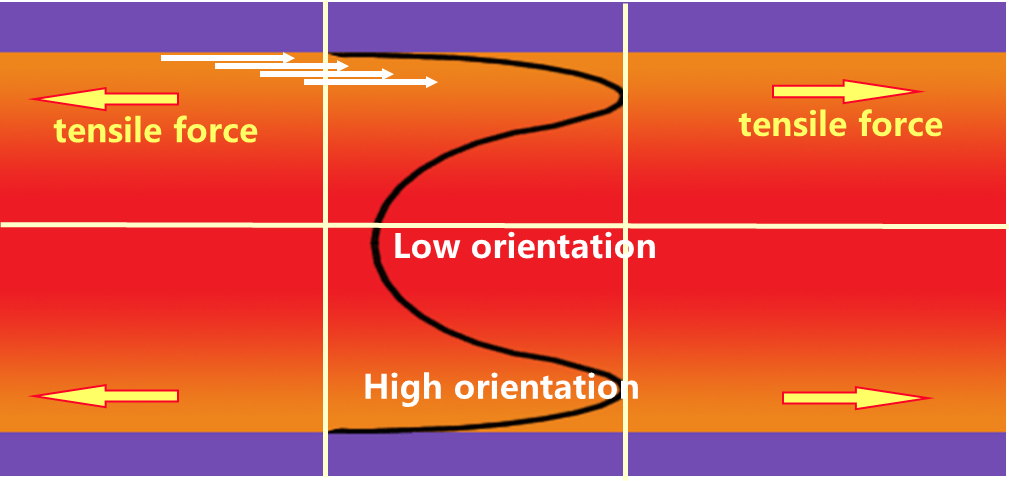
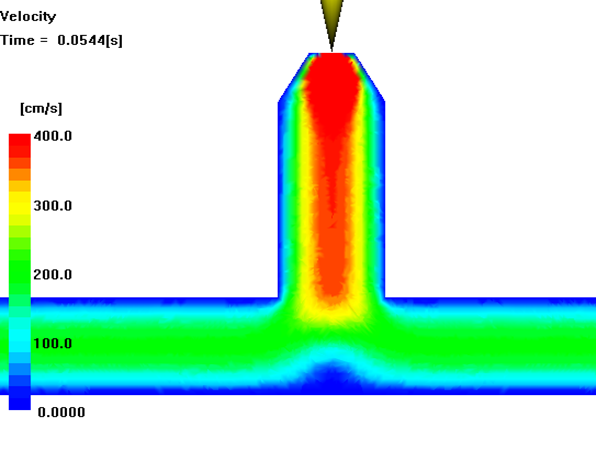
塑料在圆形管道中的流动-转弯后:
● 速度—折弯处得速度分布不均
● 剪切—弯道内侧剪切相对较大
● 温度—弯道内侧材料温度较高
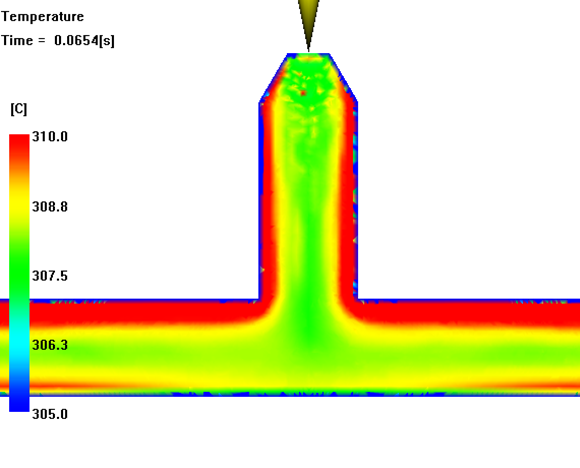
周期内模具温度分布:

九、Moldflow案例分享一
品名:V15
塑料材质: PA66
塑料牌号: Leona 1300G
开模穴數:1出8
最大外形:24.5x24.2x5.9mm
产品平均肉厚:0.9mm
模具型式:冷流道三板模
机台吨位: 80T
进胶方式: 点浇口
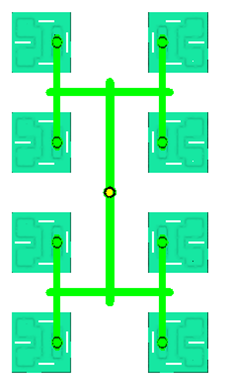
分析验证实际注塑时多穴填充不平衡现象(外侧4穴流动慢)
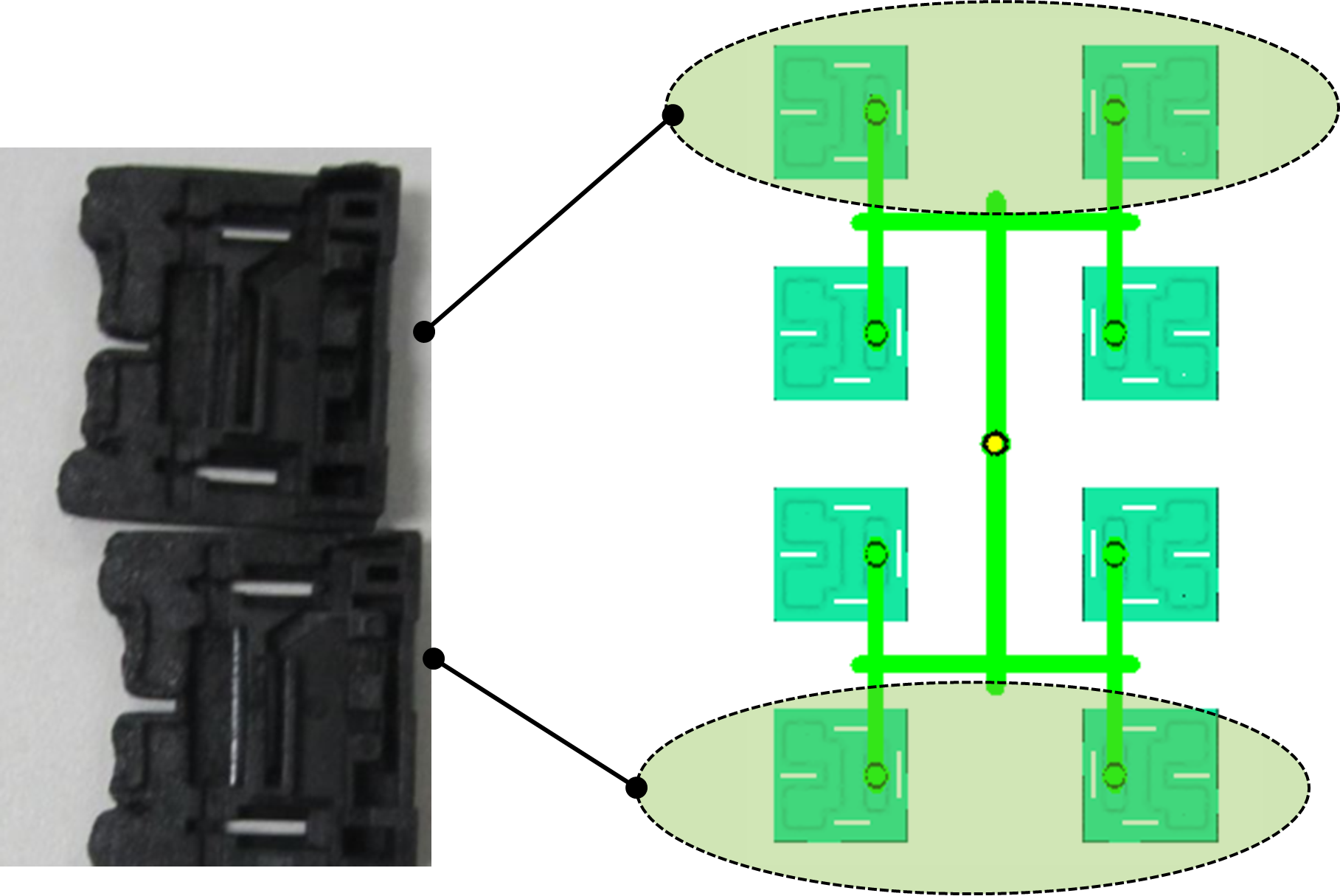
内侧4穴填充100%时,外侧4穴未填满,缺料形态与实际注塑时一致

内侧4穴填充100%时,外侧4穴未填满,缺料形态与实际注塑时一致
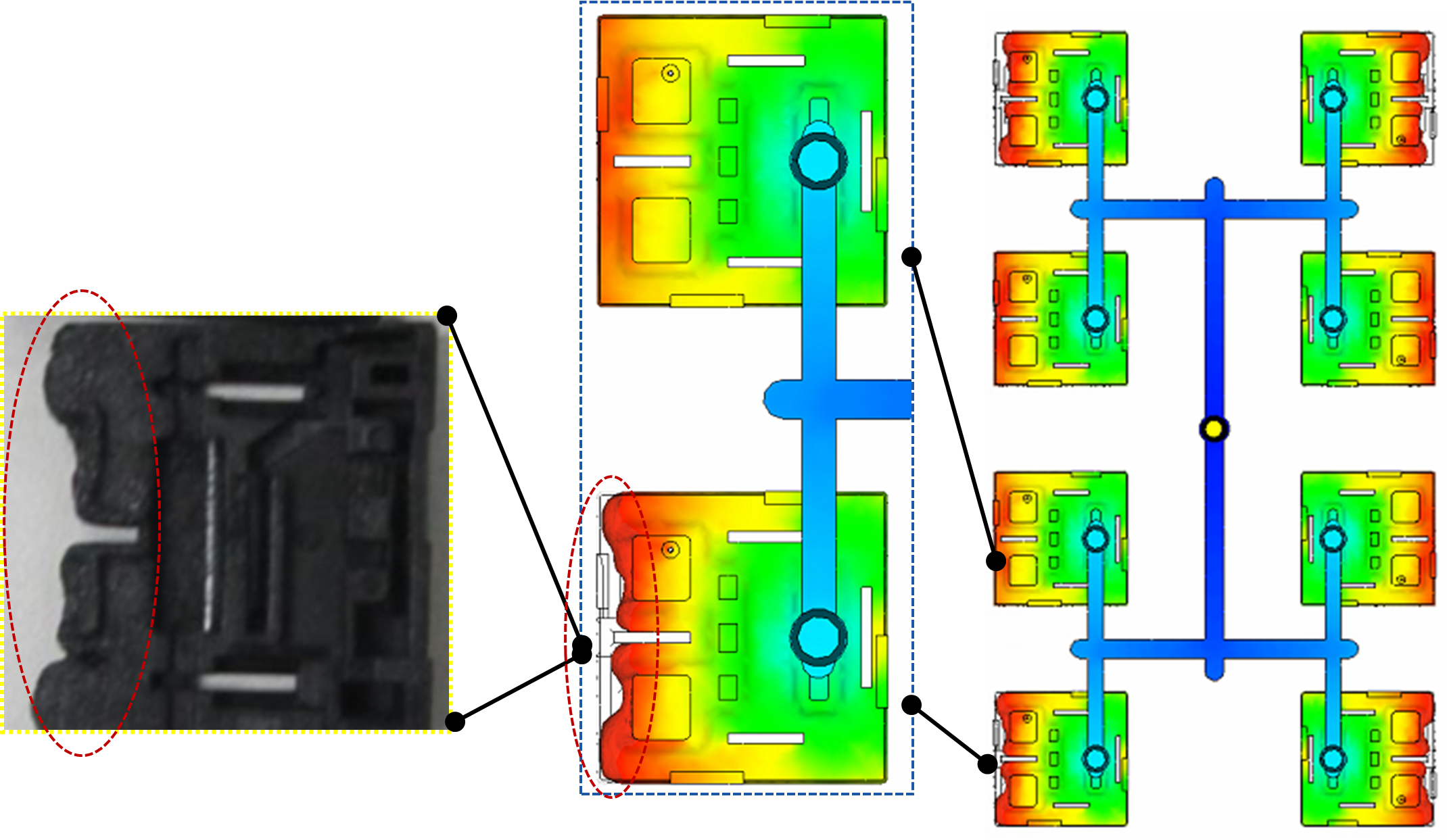
在填充过程中,流动前沿温度受剪切热的影响,内侧4穴比外侧4穴流体温度高,造成流动不平衡现象。

十、Moldflow案例分享二
品名:外壳
塑料材质: ABS
塑料牌号:Cheil PA757
开模穴数:1出8
模具类型:两板模
浇口类型:侧浇口
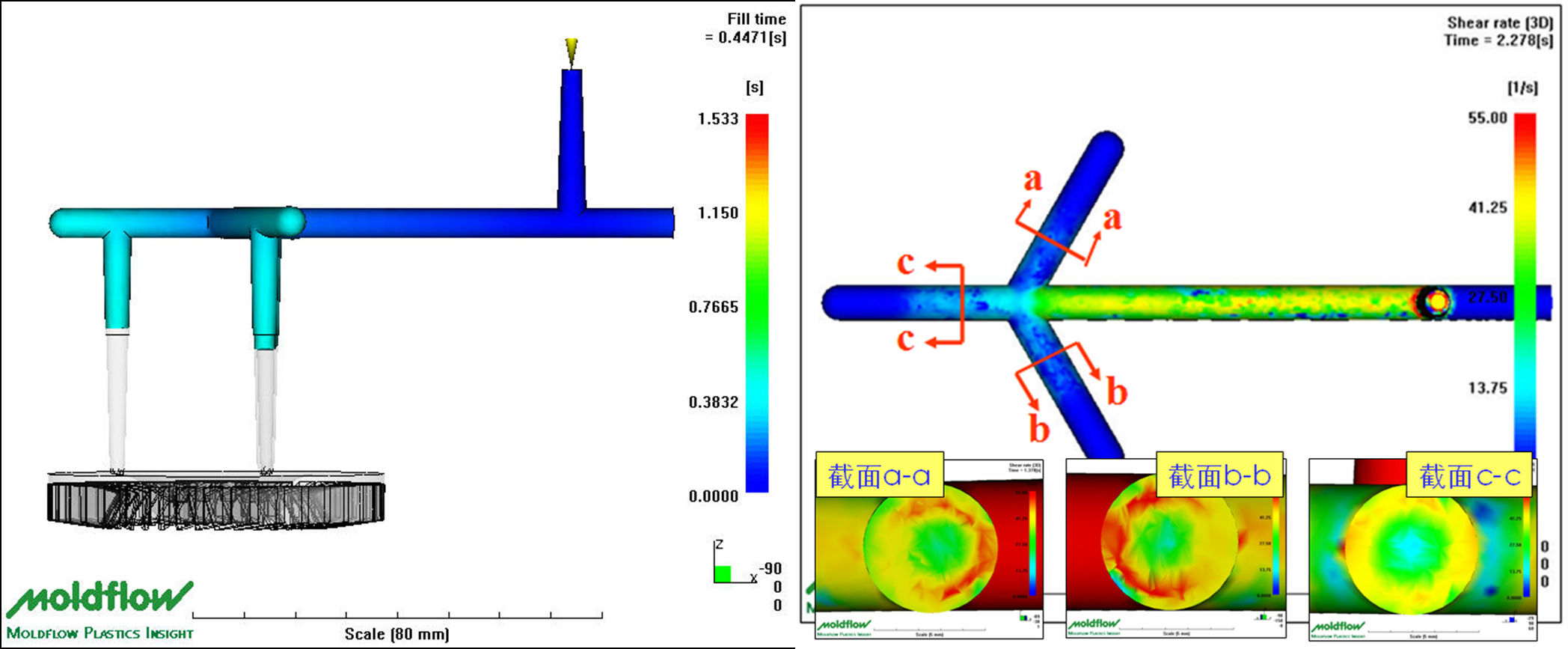
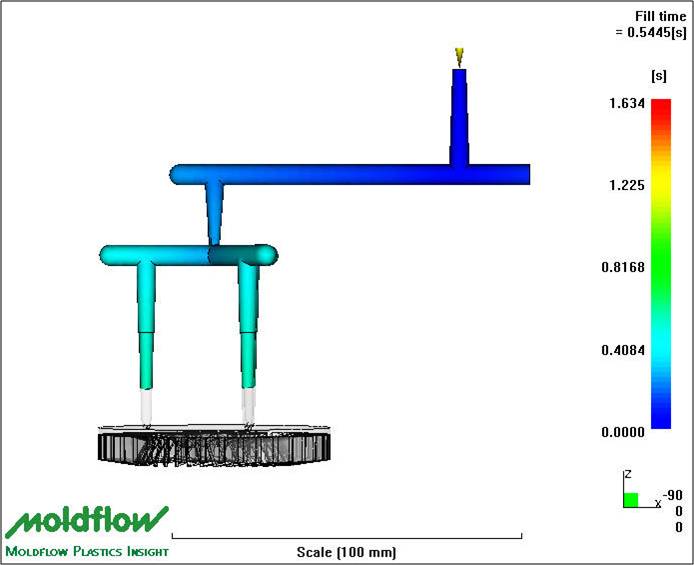
十一、Moldflow案例分享三
● 3D网格
● 材料POM
● 流道网格细化
● 高速填充
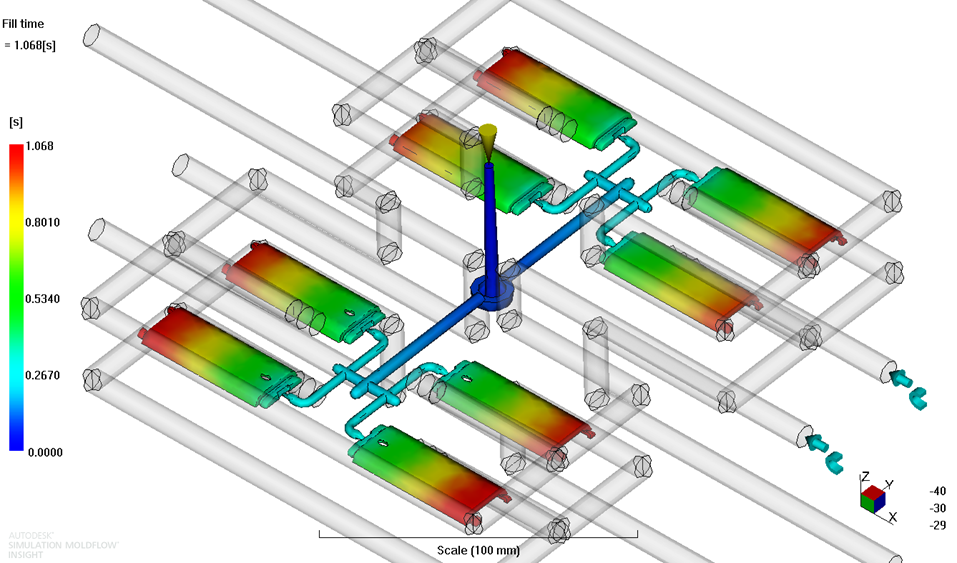
● 填充动画

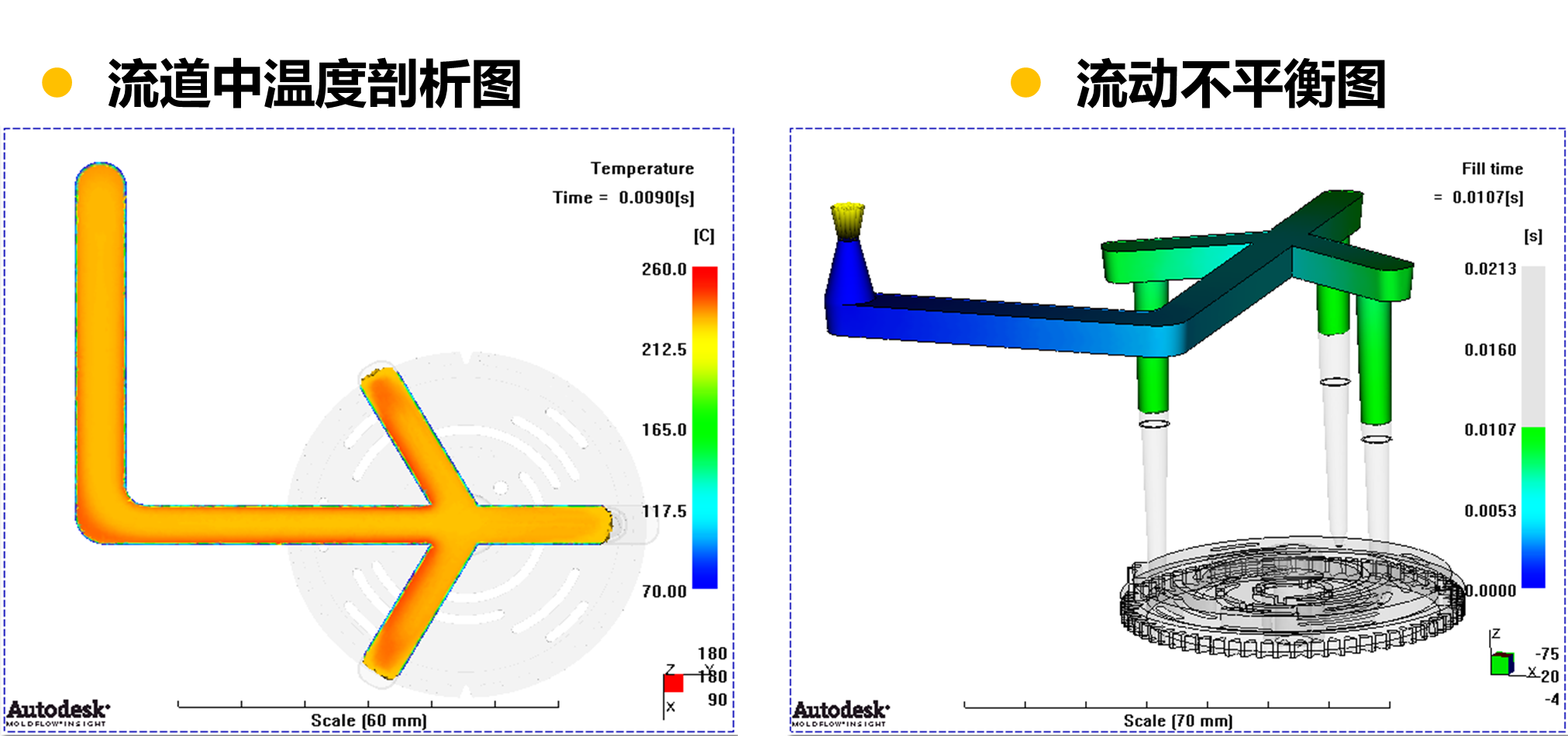
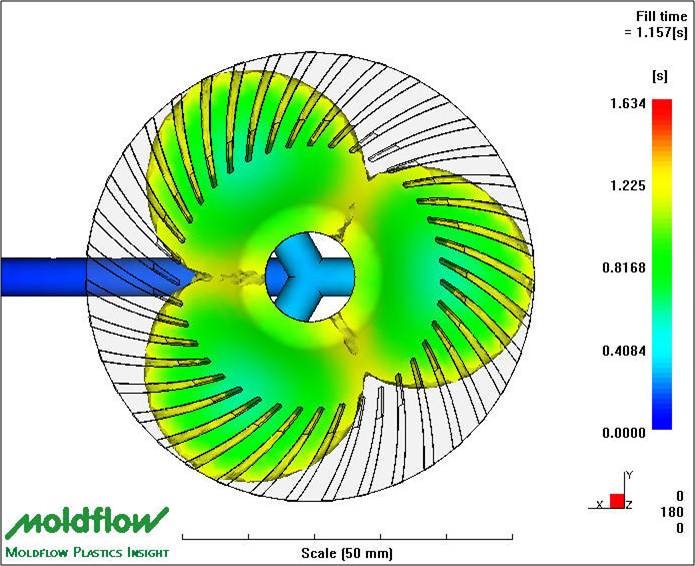
由于剪切热的作用, 主流道中不均匀但对称的熔体温度分布在二级流道中失去对称性是产生充填不平衡的根本原因
产品类型:风扇
问题点:充填不平衡导致产品磨损,碎裂
优化流道系统(更换为四板模)
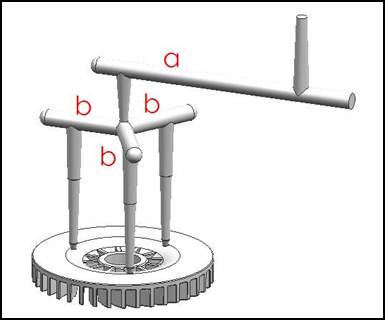
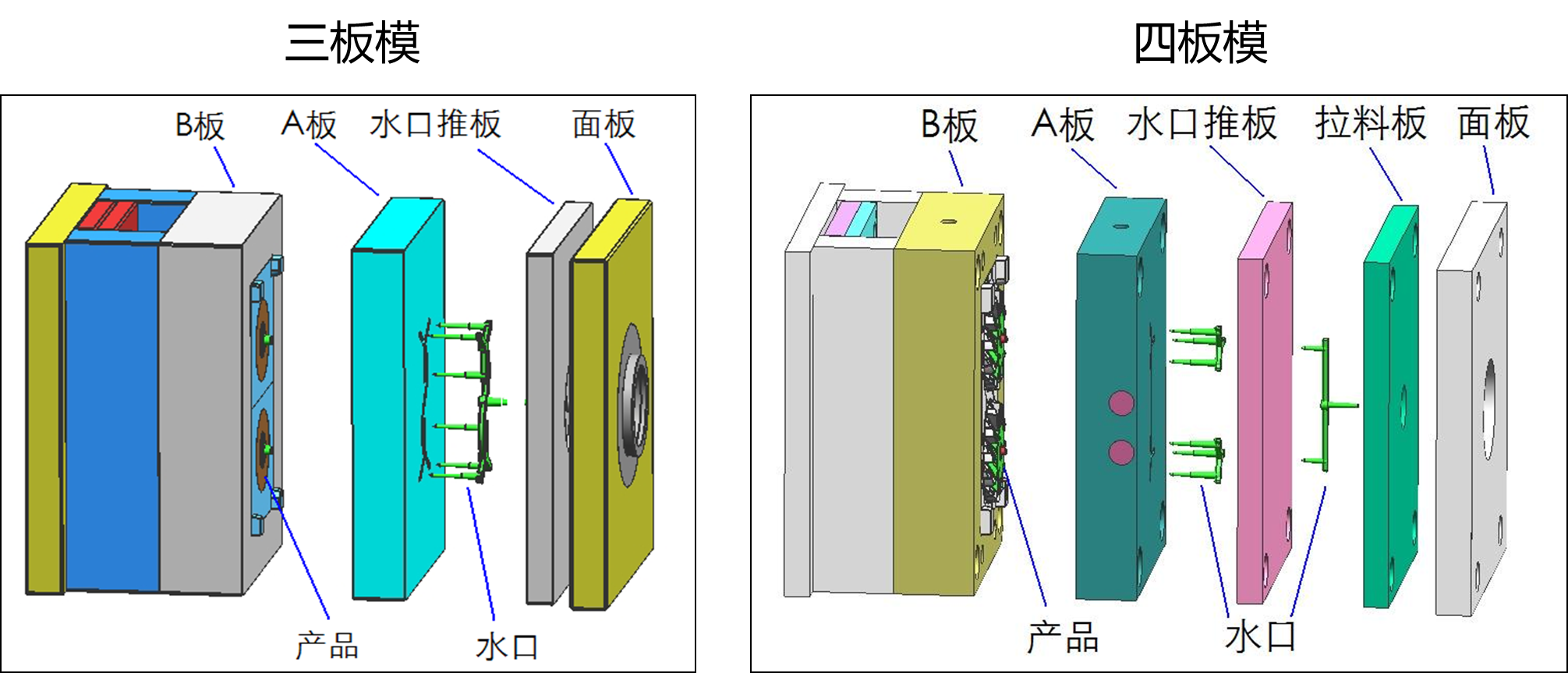
a,b,c流道剪切率一致
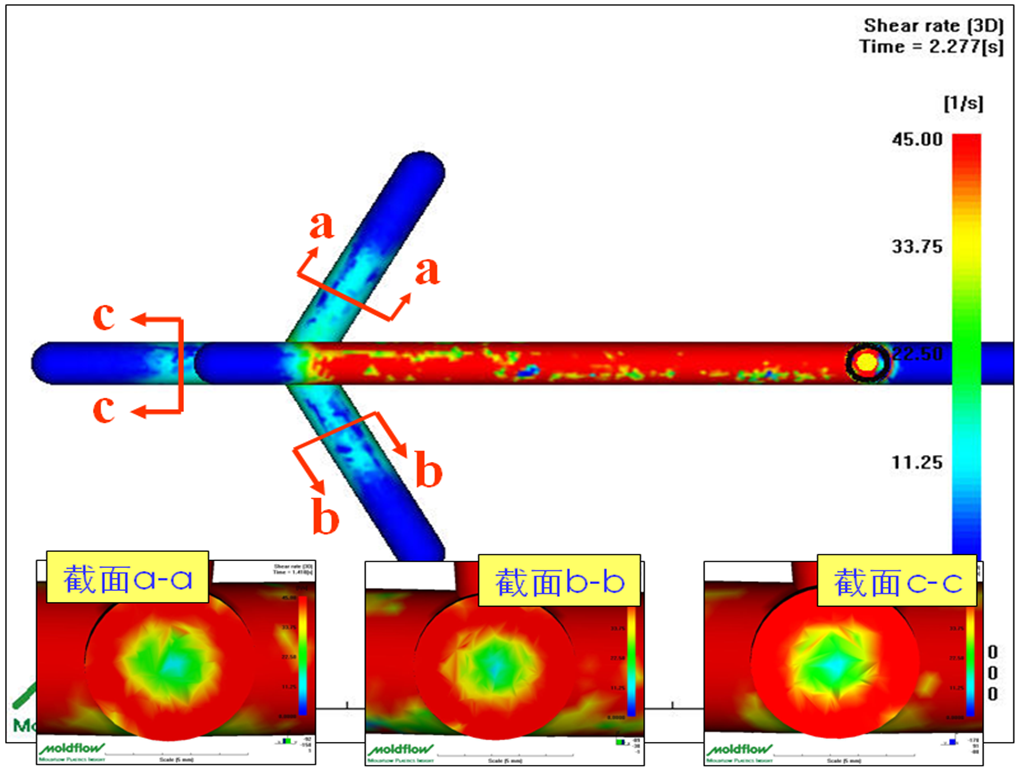
优化后充填流动平衡
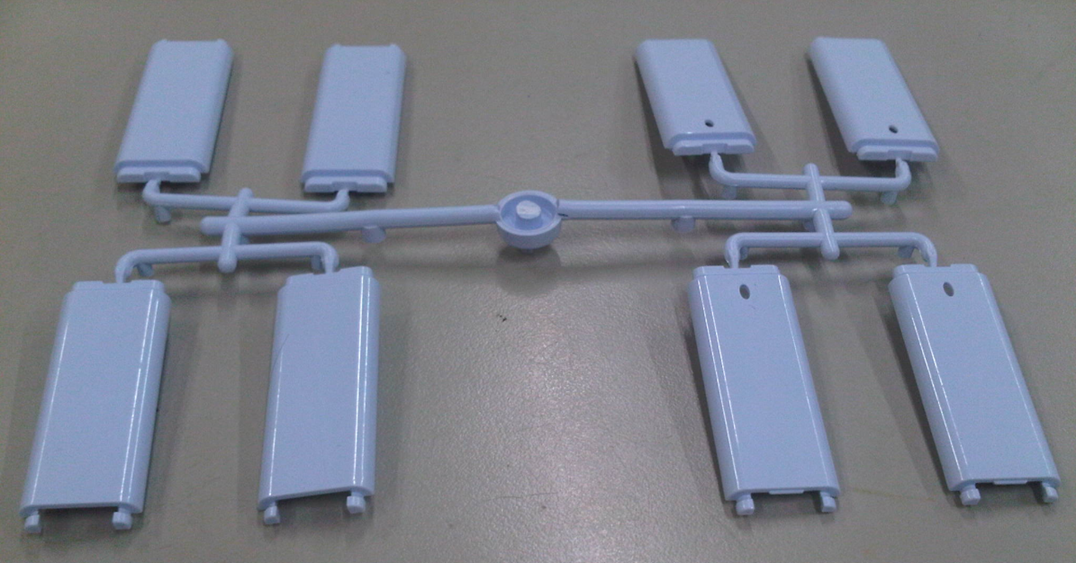
实际成型结果

武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















