















































软件

产品


压铸是一种金属铸造工艺,将熔融的金属压迫进入模腔从而生成相应模型。本案例的研究中主要进行压铸部件的形状优化。在CAESES软件里使用了8个设计变量创建了参数化的模型,同时耦合FLOW-3D软件对定义的目标参数进行计算和监控。
这项研究的主要目标是减少压铸过程中整体夹带的空气量。同时,控制自由表面缺陷浓度(这些表面杂质主要是自由表面上的氧化物)不高于基准模型。我们基于CAESES与FLOW-3D建立了一个全自动化的工作流程,其中CAESES优化策略用于生成和分析不同的设计变体。

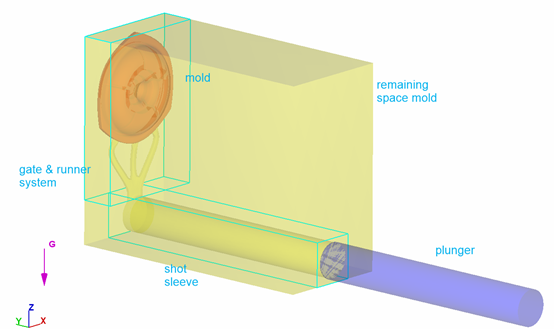
*铸模系统,其中绿色部件在优化过程中形状是可变的
初始的基准几何模型由外部导入到CAESES里,并在CAESES里重新下构建一个全参数化的几何模型。从一个实体模型中移除模具,流道和喷射套筒等区域,形成一个封闭的流体域模型,并建立自动化工作流程,自动地生成网格。
该部件的长度、角度和其他的一些几何特征都是可以变动的。以下动画显示了在自动优化中几何模型的一些典型变化:




压铸液由流道进入压铸件的速度范围在20~60m/s;该段模型应能与整个流道模型相匹配;当压铸液进入压铸件时,才能进入快速浇注阶段;压铸液的流动应通过从薄截面到厚截面的最短路径。
针对初始模型,在FLOW-3D软件中进行分析设定,之后通过CAESES里的“软件链接”功能,这些设定可以对新生成的变体进行重复使用。从材料的物性参数到网格参数都可以在CAESES里控制。由FLOW-3D生成的结果数据可以自动地导入CAESES并提取目标参数对模拟结果进行评估。
整个模型网格由两部分非完全匹配的网格组成;实际网格总数约1400000,网格基本尺寸为2mm。
对于活塞,其材料为铍钴铜合金(铜模),导热系数是300 (W/(m·K)),比热容为3.52e+06 (J/(m³.K))。对于磨具空间,其材质是铁l H13导热系数为28.6 (W/(m·K)),比热容为35618.014 (J/(m³.K)),更大热穿透深度是14mm。
*压铸件各部件整体设定
压铸液特性如下表所示:
| 单位 | 液态 | 固态 | |
| 压铸材料 | 铝合金A380 (LM24, ADC10/AC4B) | ||
| 密度 | kg/m³ | 2460 | 2710 |
| 运动粘性系数 | Pa·s | 0.0012 | – |
| 比热 | J/(kg.K) | 1245.3 | 963 |
| 热传导系数 | W/(m·K) | 104 | 96.2 |
| 初始温度 | ℃ | 649 | |
| 温度 | ℃ | 574.4 | 497.3 |
| 融合潜热 | J/kg | 3.89E+05 | |
使用一种具有自由表面模型的流体,并应用以下模型:
• 空气夹带
• 气蚀
• 缺陷跟踪
• 密度评估
• 重力和非惯性参考系
• 热传递
• 移动和简单的变形对象
• 凝固
• 粘度和湍流
优化过程划分为两个阶段。在第一阶段,优化的是基本流动参数。在快速浇注阶段,速度控住在1.5~2.5m/s(基准为1.6 m/s)。同时,压铸液的温度在620℃~680℃之间变化(基准为649℃)。
这一阶段的优化后,进行第二阶段的模拟。在这一阶段,通过自动优化算法控制形状参数变化。
整体的优化结果显示,相比于初始基准设计,夹带的空气量减少15%;同时,自由表面缺陷程度也有1%的降低。需要注意的是,自由表面缺陷程度并不是本次优化的目标参数之一。下面的图片显示了本次研究的一些结果:
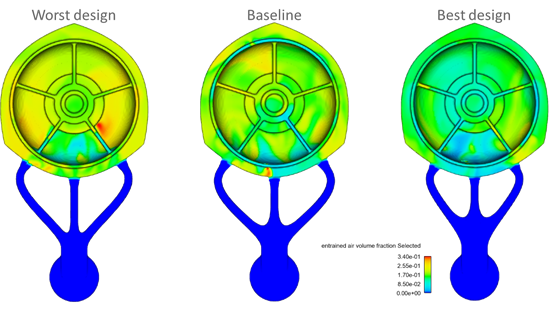
*夹带空气量的比较
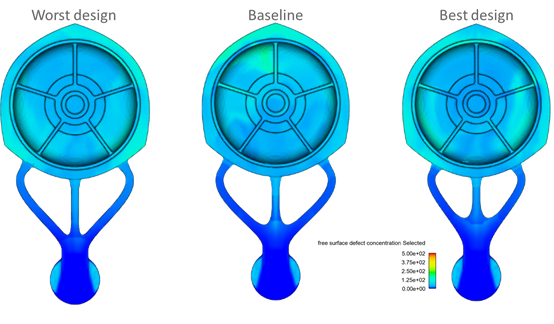
*自由表面缺陷程度的比较
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















