





































































导读
某矿井水装置,将煤矿开采过程中的地下水处理为盐、污泥和合格的循环水再利用。该装置由蒸发预处理系统和硫酸钠母液处理系统(纳滤分盐)两部分组成。预处理系统是通过化学除杂的方式去除前端浓缩段富集的钠、钙、硅及有机物等杂质离子,使它们沉淀分离出来由污泥带走,确保蒸发结晶分盐单元的长周期稳定运行和结晶盐品质。后工段纳滤分盐系统是通过沉淀+砂滤+超滤+纳滤将缓冲罐母液中的一价和二价离子分离开来,纳滤产水中以一价离子为主送至后续氯化钠蒸发结晶系统进一步蒸发、浓缩、结晶析出硫酸钠等;纳滤浓水送至杂盐干化系统,产生少量杂盐,打包后集中处理。

蒸发预处理系统工艺流程简介
蒸发预处理系统处理规模为160m3/h。将进入蒸发结晶前的废水pH值调节到4,碱度降低到50mg/L左右,用以降低后续蒸发结晶单元的结垢风险;采用两级MVR降膜浓缩工艺(图1),实现浓盐水的浓缩减量控制。
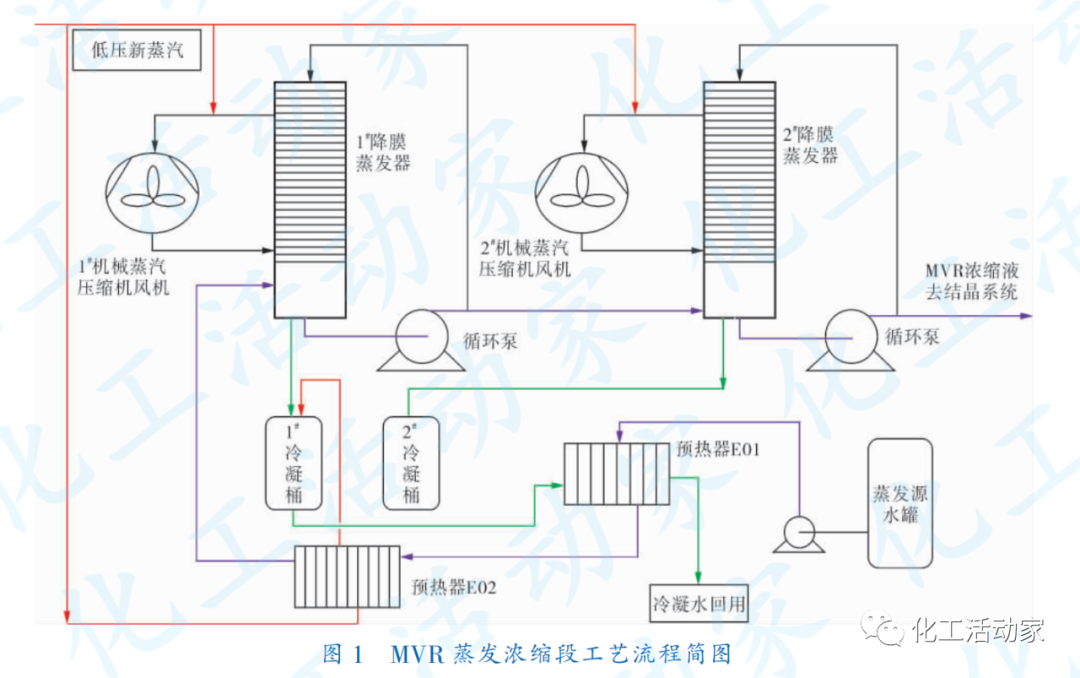
预处理单元来水(蒸发源水罐)由蒸发结晶单元冷凝水余热经板式预热器组进行加热升温,既能提高来水温度、降低系统整体能耗,又能降低冷凝水温度,确保外排冷凝水温度在40℃以下。预热后的浓盐水进入1#降膜蒸发器浓缩至50%,密度达到1025kg/m3,再转料至2#降膜蒸发器进一步浓缩,使该罐料液浓缩为23%以上、密度1050kg/m3的MVR浓缩液,出料至后续结晶系统。

蒸汽压缩机系统控制简介
蒸汽压缩机系统机组1#、2#两套机械蒸汽压缩机风机539C09A/B是由威海豪顿华工程有限公司集成,由西门子电机驱动,两套机组系统分别独立控制。
现以1#机械蒸汽压缩机风机539C09A为例介绍其控制流程,如图2所示。

可以看出,蒸发浓缩段采用MVR蒸发工艺,每次开车时需要新的一次低压蒸汽(0.33MPa、133℃)作为降膜蒸发器的热源,1#机械蒸汽压缩机风机和2#机械蒸汽压缩机风机的作用是将低品质的二次蒸汽(10kPa±5kPa/98℃±2℃)压缩为高品质的加热蒸汽(30kPa±5kPa/105℃±2℃),达到逐步实现系统平衡的目的,待系统平衡之后,不需要或仅需要少量的一次蒸汽作为补充蒸汽。
机组主要参数包括电机轴承温度、电机绕组温度、齿轮箱轴振动、齿轮箱轴转速及蒸汽压缩机电流等,在DCS中实现控制与联锁。其中,电机电流信号C09A-CE和油箱压力PS-010开关量信号直接通过现场接线箱送至控制系统,其他蜗壳振动等11个信号均集中到现场仪表箱,通过变送器转换成4~20mA信号送到DCS。
539C09A机组风机蜗壳振动传感器VE-010(量程0~20mm/s)检测的是速度信号,选用德国申克B&KVIBROAS-062型产品,两线制。振动速度信号通过现场仪表箱内的VC-920振动控制器输出4~20mA信号到控制系统,实现检测和联锁功能,如图3所示。
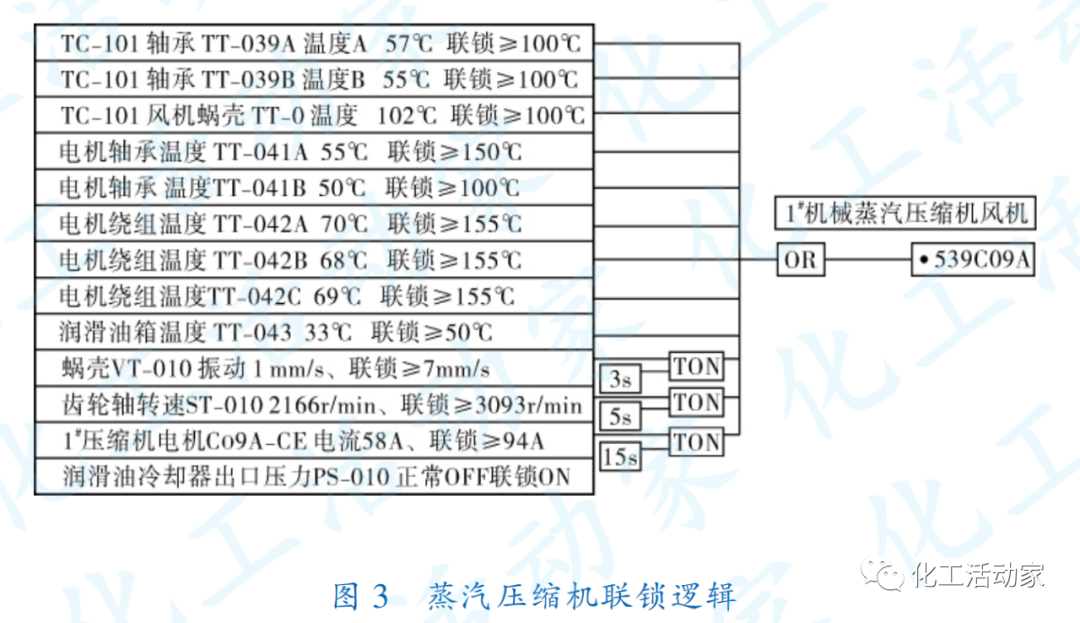
图中温度等参数标注的数值是机组在运行过程中某个时段正常时的实际显示值(取整),同时各参数均注明了联锁值,TC101即为1#机械蒸汽压缩机风机。
539C09A机械蒸汽压缩机风机共有电机轴承和绕组温度、风机蜗壳温度、齿轮箱振动和转速、电机电流等13个联锁输入信号。其中,蜗壳振动VT-010、电机电流C09A-CE和润滑油冷却器出口压力都分别有3、5、15s的延时,所有检测点实现的是单点联锁,保护机组安全,只要有其中任何一个信号触发联锁,机组均停车。

VC-920振动控制器故障现象
VC-920振动控制器是用来测量、监控和显示轴承或机壳振动的仪器,显示的测量值即为振动速度的有效值(单位mm/s),其数值直接在显示3位数的仪器上读取。依据标准,连接现场振动速度传感器,通过积分法,在振动加速传感器投入使用时,完成相应振动速度值的转换。为了发送超出测量值的信号,提供两个超出总范围的可调极限值LN1/LN2(未使用),基于短时间超出极限值,可以为每个极限值激活一个响应延迟,以便阻止故障信号出现,通过发光二极管显示破坏极限通道;OK状态灯正常显示绿色,如果通道出现OK故障,OK指示的LED灯熄灭,如图4所示。
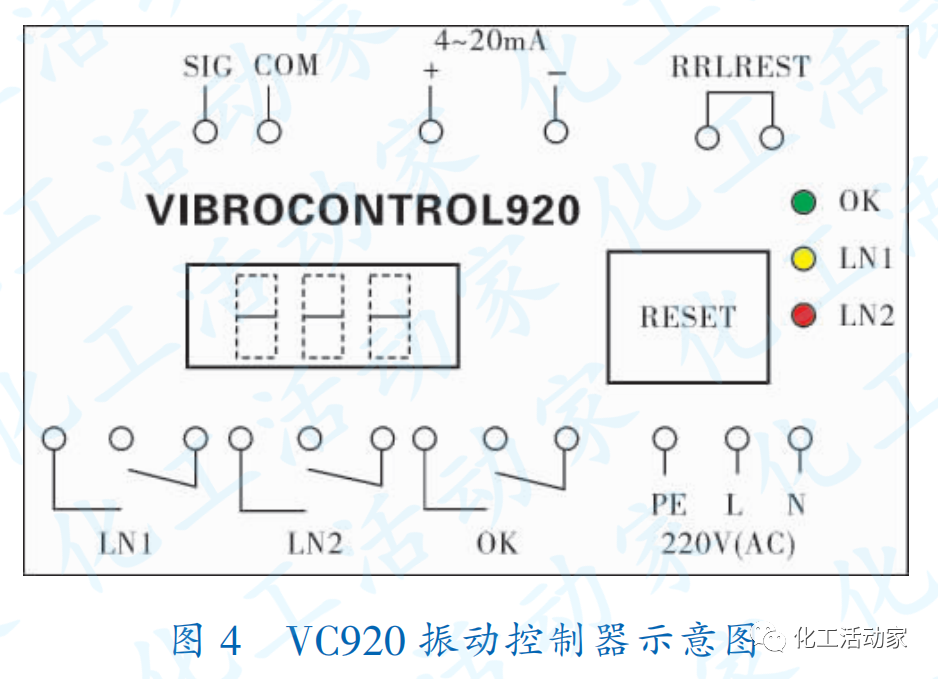
此处,VC-920振动控制器仅作为振动变送器功能使用,是将蜗壳振动VE-010速度信号通过SIG、COM接入(有源信号24V(DC)),将mm/s速度信号转换成4~20mA信号输出到DCS。
VC-920振动控制器安装在现场仪表箱,固定在现场机组旁,由于蒸汽压缩机机组所在厂房为半封闭场所,无空调等恒温保护设施,虽然VC920说明书上要求的环境温度为0~5℃,但是夏天现场温度和湿度较高,再加上控制器自身工作产生热量,影响了控制器的使用寿命。连续运行不到1年,539C09A振动控制器便出现故障,现场VC920显示“ヒ05”代码故障信息,输出超量程,触发联锁,机组停车。通过查询VC-920说明书,“ヒ05”代码表示OK监控失效,控制器存在误差函数,运算电路板故障,需返厂维修。同时对VE-101振动速度传感器和回路进行检查,结果正常。

VE-101振动速度传感器和信号传输改造
由于没有VC-920振动控制器备件,而且返厂维修过程漫长,为了不影响生产,保障矿井水装置正常运行,对风机振动速度传感器和信号传输方式进行改造,取消原现场VC-920振动控制器。
原振动速度传感器B&KVIBROAS-062,两线制,传输信号为速度信号,通过现场VC-920振动控制器转换成4~20mA信号后送到DCS。
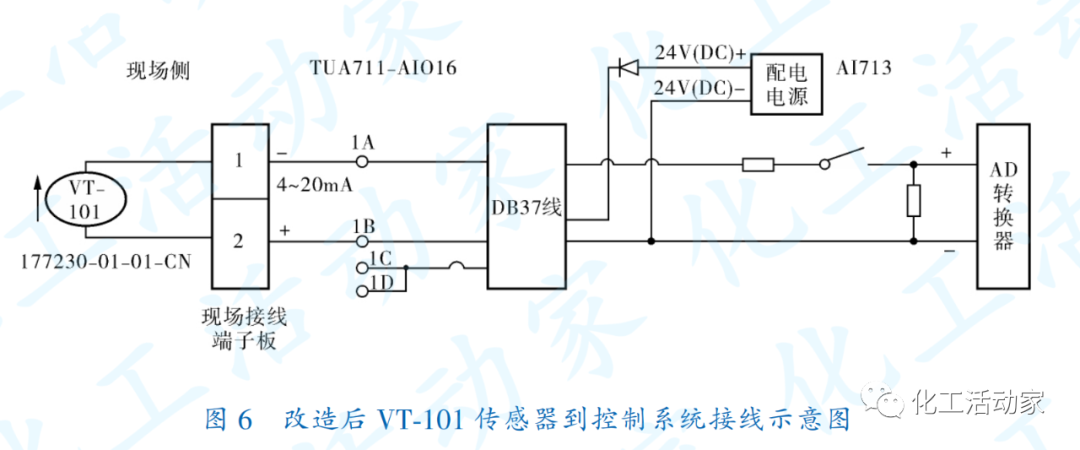
改造后使用一体化振动速度传感器177230-01-01-CN,美国本特利产品,两线制,通过一体化变送器直接将4~20mA信号传输到DCS。所不同的是,DCS输出端子板应接有源节点,给现场供24V(DC)恒流源。
TUA711-AIO16为16路模拟量转接端子板,主要使用在采用转接方式接线的场合,配合MB745-S11基座使用,可接入一块非冗余的模拟量输入卡AI713或模拟量输出卡AO713;配合MB746-S11基座使用,可接入一对冗余的AI713或AO713。端子板采用DIN导轨方式安装,支持单边进线,通过模块DB37接口,将现场信号送到AD转换器(控制系统的设备元件)。
01

改造前的设计
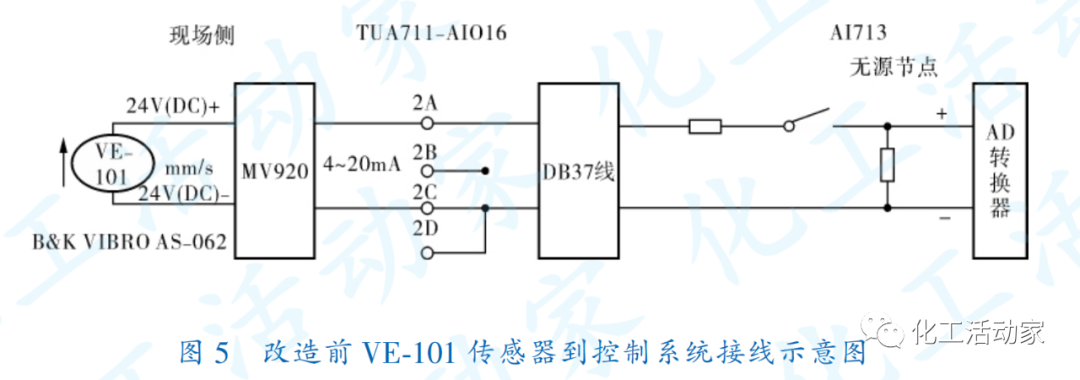
原VE-101振动速度传感器到MV920振动控制器之间的信号传输为振动速度信号,通过MV920后转换成4~20mA信号到TUA711-AIO16转接端子板,经DB37电缆线实现与模拟量输入卡AI713的连接后,进DCS(本装置未使用安全栅),传感器接线如图5所示。
02

技术改造
针对以上分析主要对两个方面进行技术改造:一是现场侧将VE-101振动速度传感器信号改造成一体化带变送的4~20mA信号(VT-101),现场取消了VC-920振动控制器,仅利用现场的接线端子板,现场不再对传感器供电;二是需要DCS侧给现场振动传感器提供24V(DC)配电,以完成信号由现场传输到控制系统的工作。由于VC-920振动控制器输出到DCS的是有源信号(无需系统再提供电源),所以DCS侧不需考虑配电,应接无源节点。改经造VT-101传感器的接线如图6所示。

 技术文档
技术文档
 推荐好文
推荐好文







 155-2731-8020
155-2731-8020