















































软件

产品


宏指令及R参数编程,是数控编程技术的一项关键技术。利用SIEMENS810D系统中的R参数及宏指令“@”可解决锥齿轮类零件的数控程序的通用性问题。采用R参数及宏指令,不仅使数控程序具有通用性、灵活性,使程序得到最大限度的简化,而且极大地提高编程效率和加工可靠性,为一些特殊及相似零件的数控编程提供参考依据。
一、引言
在工厂实际生产中,常常有一些形状相似的零件需要加工。如我们用数控车床加工的矿用电力牵引电机车传动用的锥齿轮锥面,产品型号多达三十种,然而这些锥齿轮的结构及外形却非常相似,如果一个个去编程很费事而且易出差错,且占用内存空间;若用系统自带的标准循环程序显得不直观,且无法准确控制刀路,特别是碰到断屑不畅的情况,为了除去铁屑时常按RESET键,这样无法用“程序段搜索”到具体的哪一条程序,往往只有从头启动程序,加工效率不高,给加工带来诸多不便。
在用手工编制零件的数控加工程序时,在一般情况下,通常将重复执行的加工内容编写成子程序,以此来达到简化程序的目的。但有时我们觉得程序仍不够简化,特别是当遇到形状复杂的零件时程序仍然显得冗长。另外,仅采用“G”、“M”代码编写的数控程序缺乏通用性,且显得过于呆板。因此,如何编写一个加工锥齿轮锥面的具有通用性、灵活性和实用性强的通用程序是一个值得深入探讨的问题。
二、R参数及宏指令简介
在SINUMERIK810D数控系统中,为用户提供了算术参数R编程及宏指令。算术参数R常称R参数,R参数是个非常灵活的参数,共有100个,即R0~R99,在编程中可对这些R参数进行赋值,如R1=50,R2=1等;R参数还可进行加、减、乘、除、开方、乘方、三角函数等运算,如R1=R2*COS(R34)。在编制零件加工程序中,利用系统提供的宏指令功能及R参数,可实现数控程序的逻辑判断、比较、转移及各种运算,为解决特殊零件的数控编程问题提供了方便。这里对锥齿轮锥面加工程序中用到的一些语句作以介绍,希望对大家在运用R参数及宏指令时有抛砖引玉之作用。
SINUMERIK810D数控系统中,宏指令内容很多,程序分支(条件转移)指令格式及用
法如图1所示。
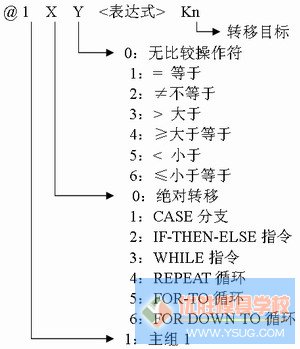
图1 宏指令格式
编写数控程序时,将宏指令与R参数联合使用,将使数控程序大幅简化,同时数控程序也显得更加灵活多变。如:使用@121 <表达式1,表达式2> K LABEL1(标号),利用其条件判断功能,当<表达式1,表达式2>值相等时,按照指令后指定的语句标号,实现程序的跳跃,或根据工艺需要在不改变原有程序的情况下,实现加工程序的转移,改变程序的执行次序。宏指令配合R参数还可实现循环加工。
对于形状相似的零件,应用宏指令及R参数编制数控程序,只需编制一个零件的加工程序,仅需改变R参数的值就可实现对不同尺寸零件的加工,从而减少编程工作量,同时还可避免因输入程序时可能产生的错误,另还可省去程序校验时间,提高工作效率,降低生产成本。下面就我们在实际工作中的编制的锥齿轮的面锥及背锥加工通用程序为例,介绍“@”指令及R参数的编程方法。
三、编程实例
1. 零件特点
图2所示为矿用牵引机车上传动箱用锥齿轮示意图,该类零件的我单位有近30来种。该零件已在普通机床上完成了其他工序的加工,仅留两个锥面未加工,需在数控车床上进行粗、精加工。其面锥、背锥的角度分别为B°和A°,面锥及背锥的表面粗糙度为Ra3.2。加工工艺方案为:粗加工面锥→粗加工背锥→加工背锥面的倒圆弧处→精车面、锥背锥。面、背锥加工中的走刀方式为沿各自锥面仿形加工。
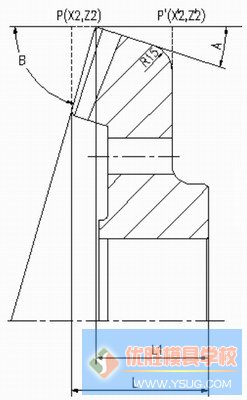
图2 零件示意图
2. 程序处理
在具体的编程中,根据具体的加工图图纸建立起相应的数学模型,利用“@”指令及R参数算好每一个刀具节点即坐标点,使之具有通用性,而不是只具体地算好每个节点的坐标,而是将这些节点的坐标用数学表达式来确定,无疑这样程序便具有了通用性。
根据图2,经分析得出X与Z坐标的相应关系为X等于2倍Z值乘以TAN(B面锥角)或TAN(A背锥角);粗车时将刀具的起点定在图示外形轮廓的延长线上,留有一点有余量,这样加工起来不会有台阶,起刀点须定在比最大毛坯量要大4mm左右的位置,以避免撞刀。编制加工程序时将每一个功能模块编制成一个子程序,共分为4个子程序,分别是计算每刀加工余量、粗加工两锥面、车圆弧及精加工程序。图3所示的是锥齿轮锥面加工程序流程图。
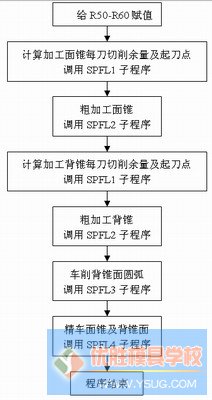
图3 主程序流程图
所生成的程序如下:
%MPF2005
(锥齿轮面、背锥加工主程序)
R50=L1 ;总厚度
R51=L ;面锥与背锥交点厚度
R52=B ;面锥角度
R53=A ;背锥角度
R54= ;背锥粗加工走刀数
R55=
R56=X2
R57=Z2
R58=; ;面锥粗加工走刀数
R59=; ;大圆弧加工走刀数
R60=1
R61= 1 ;为1则是面锥
R3=1
S200 M04
T1D1 G90 F0.4
R62=R50-R51
R4=R56-2*ABS(R62-R57)*TAN(R52)
R63=R4
SPFL1 ;计算面锥相关数据
SPFL2 ;车面锥
T3D1
R61=-1 ;为-1则是背锥
R3=1
R57=Z’2
R4=R56-2*ABS(R62-R57)*TAN(R53)
R64=R57
R65=R4
R66=0 ;为0表示倒圆,为1表示倒角
SPFL1 ;计算背锥相关数据
SPFL2 ;车背锥
T5D1
SPFL3 ;车背锥圆弧
T8D1
SPFL4 ;精车轮廓
M09
M30
%
MPF2005为加工该盘类零件的主程序,夹φ150外圆,先用外圆车刀(左偏刀)调用子程序SPFL1及SPFL2粗车面锥,换外圆车刀(右偏刀)后,再次调用子程序SPFL1及SPFL2粗车背锥;接着调用SPFL3子程序车背锥部R圆弧面;最后换上球头刀调用SPFL4子程序,精车面锥及背锥。
图4所示的是计算面锥及背锥面粗加工的切削余量及确定起刀点坐标的程序流程框图。后面是相应的子程序。
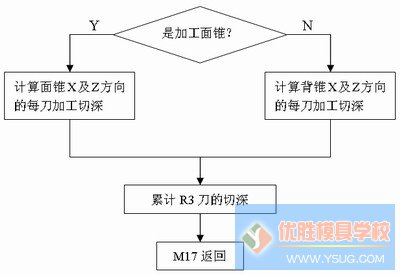
图4 计算粗加工切削余量程序框图
%SPFL1
(2005子程序,计算切削余量)
@121 R61 R3 K100
R1=(R56-R4-0.4*TAN(R52))/R58 ;X方向粗车每刀切削余量
R2=ABS(R57-R62-0.2)/R58 ;Z方向粗车每刀切削余量
@100 K200
N100 R1=(R56-R4-1*TAN(R53))/R58
R2=ABS(R57-R62-0.5)/R58
N200 R70=R1
R71=R2
R1=R1*R3
R2=R2*R3
M17
%
%SPFL2
(2005子程序,背锥、面锥粗加工程序)
N300 G0 X=R56+2 Z=R57
G0 Z=R57+R61*R2
G1 X=R56 F0.4
X=R56-R1 Z=R57
Z=R57-R61
G0 X=R56+2
R3=R3+1
R1=R70*R3
R2=R71*R3
@126 R3 R58 K-300
M17
%
%SPFL3
(2005子程序,圆弧加工)
N400 G0 Z=R57+R69
X=R4+2*R69*TAN(R53)+2
G1 X=IC(-2)
X=R4 Z=R57 RND=R69
X=R4+2*R69
Z=IC(-1)
R67=R67-1
R69=R55-R67*R68
@124 R67 0 K-400
G0 X500
Z200
M17
%
四、结束语
在数控车削手工编程中采用宏指令及R参数编程方法,为解决相似零件数控程序的通用性及特殊零件的数控编程问题有很好的借鉴意义。在本例中各个程序中均采用了宏指令及R参数的运算功能,使该数控程序更具逻辑性、灵活性和通用性,特别是在通用性方面,在首个零件加工合格后,对所有的锥齿轮零件的锥面加工,操作者只需输入几个R参数的值,无需再调试程序即加工,节省大量的编程时间及调试时间,提高了编程效率,极大地降低了编程差错率。从我单位30多种锥齿轮零件加工中采用这个通用数控程序比对每种锥齿轮零件单个编程减少了近90%的工作量。
本实例中程序根据SINUMERIK 810D数控系统编写,已批量用于南京机床厂CK1463A卧式数控车床。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















