















































软件

产品


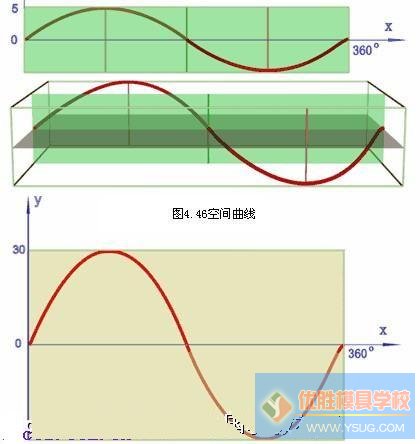
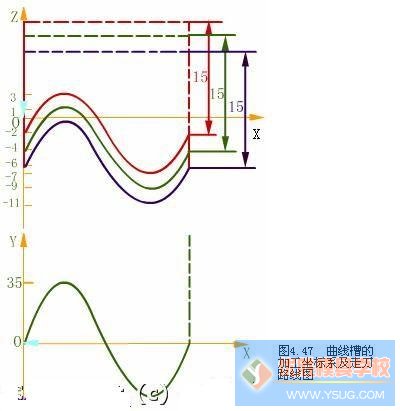
有一空间曲线槽,由两条正弦曲线Y=35sinX和Z=5sinX迭加而成,刀具中心轨迹如图4.46所示。槽底为r=5mm的圆弧。为了方便编制程序,采用粗微分方法忽略插补误差来加工。以角度X为变量,取相邻两点间的X向距离相等,间距为0.5°,然后用正弦曲线方程Y=35sinX和Z=5sinX分别计算出各点对应的Y值和Z值,进行空间直线插补,以空间直线来逼近空间曲线。加工时采用球头铣刀(r=5mm)在一平面实体零件上铣削出这一空间曲线槽。加工坐标系设置见图4.47。
设置保持型变量:
#500--Z向每次切入量为2mm;设置时输入“2000”;
#501--Y=35sinX的幅值为35mm,设置时输入“35000”;
#502--Z=5sinX的幅值为5mm,设置时输入“5000”;
#503--X的步距为 0.5°时的终点值360°;设置时输入“360.”。
设置操作型变量:
#100--X当前值,为度;
#110--Y坐标当前值,为mm;
#120--Z=5sinX的值,为mm;
#130--Z向每次进刀后的初始值,为mm;
#140--Z坐标当前值,为mm。
子程序O 0004:
N10 G65 H01 P#100 Q0 //X初始值#100=0
N20 G91 G01 Z-#500 F100 //Z向切入零件
N30 G65 H02 P#130 Q#130 R-#500 //#130=#130+(-#500)
N100 G65 H02 P#100 Q#100 R0.5 //X当前值#100=#100+0.5
N110 G65 H31 P#110 Q#501 R#100 //Y当前值#110=35sinX
N120 G65 H31 P#120 Q#502 R#100 //Z=5sinX数值
N130 G65 H02 P#140 Q#130 R#120 //Z当前值#140=#130+120
N140 G90 G01 X#100 Y#110 Z#140 //切削空间直线
N150 G65 G84 P-100 Q#100 R#503 //终点判别
N160 G91 Z15 //抬刀
N170 G90 X0 Y0 //回加工原点
N180 G91 G01 Z-15 F200 //下刀
N190 M99 //子程序结束
主程序O 0005:
N10 G54 G90 X0 Y0 Z15 //进入加工坐标系
N20 G00 X-10 Y-10 //到起始位置
N30 G01 X0 Y0 M03 S600 F200 //主轴起动
N40 G65 H01 P#130 Q0 //Z向初值=0
N50 G01 Z0 //下刀至零件表面
N60 M98 P30004 //调用子程序O 0004三次
N70 G00 Z15 //抬刀
N80 M30 //主程序结束
在子程序O 0004中,N100~N130为计算当前点的X、Y和Z坐标。N140是按计算出的坐标值切削一段空间直线,用直线逼近空间曲线。N150为空间曲线结束的终点判别,以X=360°为终点,若没有到达,则返回N100再计算下一点坐标;若已到达,则结束子程序。
在主程序O 0005中,N60为调用三次O 0004子程序,每调用一次,Z坐标向负方向进2mm,分三次切出槽深。加工的走刀路线图见图4.47所示。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















