















































软件

产品


当车削加工余量较大,需要多次进刀切削加工时,可采用循环指令编写加工程序,这样可减少程序段的数量,缩短编程时间和提高数控机床工作效率。根据刀具切削加工的循环路线不同,循环指令可分为单一固定循环指令和多重复合循环指令。
单一固定循环指令
对于加工几何形状简单、刀具走刀路线单一的工件,可采用固定循环指令编程,即只需用一条指令、一个程序段完成刀具的多步动作。固定循环指令中刀具的运动分四步:进刀、切削、退刀与返回。
1. 外圆切削循环指令(G90)
指令格式 G90 X(U)_ Z(W)_ R_ F_
指令功能 实现外圆切削循环和锥面切削循环,刀具从循环起点按图1与图2所示走刀路线,最后返回到循环起点,图中虚线表示按R快速移动,实线表示按F指定的工件进给速度移动。
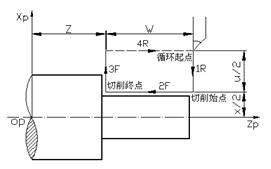
图1 外圆切削循环
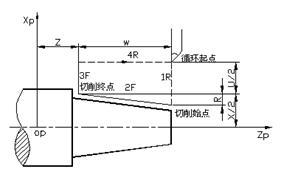
图2 锥面切削循环
指令说明 X、Z 表示切削终点坐标值;
U、W 表示切削终点相对循环起点的坐标分量;
R 表示切削始点与切削终点在X轴方向的坐标增量(半径值),外圆切削循环时R为零,可省略;
F表示进给速度。
例题1 如图3所示,运用外圆切削循环指令编程。
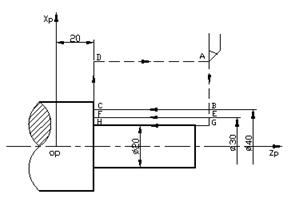
图3 外圆切削循环应用
G90 X40 Z20 F30 A-B-C-D-A
X30 A-E-F-D-A
X20 A-G-H-D-A
例题2 如图4所示,运用锥面切削循环指令编程。
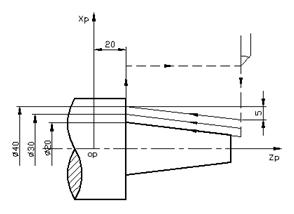
图4 锥面切削循环应用
G90 X40 Z20 R-5 F30 A-B-C-D-A
X30 A-E-F-D-A
X20 A-G-H-D-A
2. 端面切削循环指令(G94)
指令格式 G94 X(U)_ Z(W)_ R_ F_
指令功能 实现端面切削循环和带锥度的端面切削循环,刀具从循环起点,按图5与图6所示走刀路线,最后返回到循环起点,图中虚线表示按R快速移动,实线按F指定的进给速度移动。
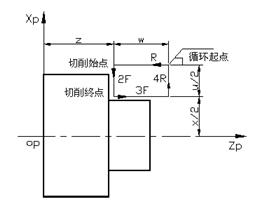
图5 端面切削循环
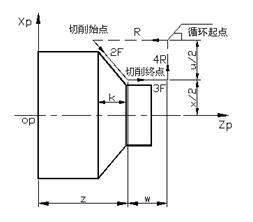
图6 带锥度的端面切削循环
指令说明 X、Z表示端平面切削终点坐标值;
U、W表示端面切削终点相对循环起点的坐标分量;
R表示端面切削始点至切削终点位移在Z轴方向的坐标增量,端面切削循环时R为零,可省略;
F表示进给速度。
例题3 如图7所示,运用端面切削循环指令编程。
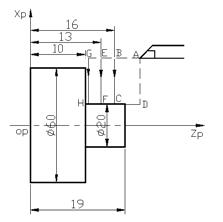
图7 端面切削循环应用
G94 X20 Z16 F30 A-B-C-D-A
Z13 A-E-F-D-A
Z10 A-G-H-D-A
例题4 如图8所示,运用带锥度端面切削循环指令编程。
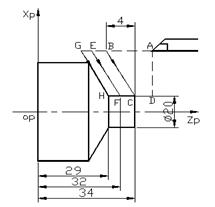
图8 带锥度的端面切削循环应用
G94 X20 Z34 R-4 F30 A-B-C-D-A
Z32 A-E-F-D-A
Z29 A-G-H-D-A
3. 螺纹切削循环指令(G92)
指令格式 G92 X(U)_ Z(W)_ R_ F_
指令功能 切削圆柱螺纹和锥螺纹,刀具从循环起点,按图9与图10所示走刀路线,最后返回到循环起点,图中虚线表示按R快速移动,实线按F指定的进给速度移动。
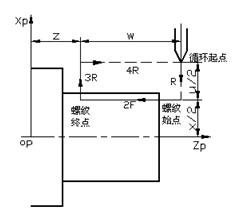
图9 切削圆柱螺纹
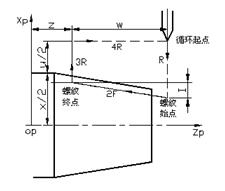
图10 切削锥螺纹
指令说明 X、Z表示螺纹终点坐标值;
U、W表示螺纹终点相对循环起点的坐标分量;
R表示锥螺纹始点与终点在X轴方向的坐标增量(半径值),圆柱螺纹切削循环时R为零,可省略;
F表示螺纹导程。
例题5 如图11所示,运用圆柱螺纹切削循环指令编程。
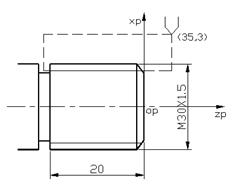
图11 圆柱螺纹切削循环应用
G50 X100 Z50
G97 S300
T0101 M03
G00 X35 Z3
G92 X29.2 Z-21 F1.5
X28.6
X28.2
X28.04
G00 X100 Z50 T0000 M05
M02
例题6 如图12所示,运用锥螺纹切削循环指令编程。
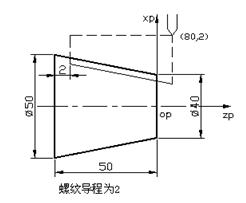
图12 锥螺纹切削循环的应用
G50 X100 Z50
G97 S300
T0101 M03
G00 X80 Z2
G92 X49.6 Z-48 R-5 F2
X48.7
X48.1
X47.5
X47.1
X47
G00 X100 Z50 T0000 M05
M02
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















