















































软件

产品


l 产品形状
在钣金产品上经常可以看到一些高度较高的凸包,如图1所示。

2 成形方法
产品的凸包高度H比较高,在一次抽凸成形时容易拉破。为了避免发生拉破现象,保证产品成形以后的形状尺寸,一般要分两步成形。
第1步:抽弧形。如图2所示,注意以下几个重点。
(1)产品抽弧成形后的c和d两点间的周长L1。(由3段弧长相加)应稍大于产品要求的断面中a和b两点间的周长L2(a和b参见图1),一般L1=L2+(0.2—0.8)mm。
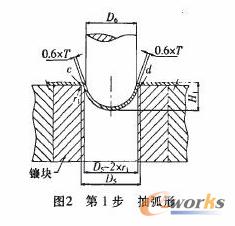
(2)下模镶块c和d两点间的直线距离等于产品要求的断面中a和b两点间的直线距离D5。
(3)闭模时保证图2中半径为r1的圆弧与下模最小间隙为产品材料厚度的60%(Tx60%)。
第2步:整形。
有两种不同的整形方法。如图3和图4,一般用图3方法,凸包外形要求不高时用图4方法。
3 确定抽弧形时凸模尺寸的步骤和方法

武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















