















































软件

产品


1 引言
板料成形是利用模具使金属板料发生塑性变形一种塑性成形工艺。传统的板材冲压工艺要经过反复冲压试验、修改模具等复杂过程。其周期较长、成本大,已经不适合当今社会小批量、快速、低成本的生产模式。
板材成形过程是多重非线性的复杂变形过程,采用有限元法模拟板材成形过程可以减少试模时间,缩短产品开发周期,降低产品的开发费用。目前,板材成形的数值模拟方法已经受到广泛的重视,并且正在逐步实现实际生产中的模具设计、冲压过程模拟、缺陷的预防及分析等。对于薄板类冲压成形过程的数值模拟已进行了较多的研究,而对中厚板成形过程的数值模拟研究进行的较少。
由于厚度较厚,有异于其它的薄板成形,目前针对中厚板的有限元分析技术不够成熟,未见完整的理论研究报告,因此有必要对其进行深入研究。本文基于Von-Mises屈服理论,采用MSC.Marc有限元分析软件对某汽车离合器的冲压成型过程进行了模拟,验证了该有限元模型分析中厚板成型的可靠性和可行性。
2 Von-Mises屈服准则
因中厚度板料厚度较厚,有异于其它的薄板成形,不能轻易的应用一般的薄板料屈服模型,因此采用合适弹塑性材料模型非常重要。Mises于1913年提出一屈服准则:当点应力状态的等效应力达到某一与应力状态无关的定值时,材料就屈服。或者说材料处于塑性状态时,等效应力始终是一不变的定值。目前Von-Mises屈服准则被有限元软件中广泛采用。大量试验证明,对于绝大多数金属材料,Von-Mises屈服准则接近实验数据。
Von-Mises屈服准则的屈服方程为:

其中:
σ为等效应力;
σ1、σ2、σ3分别为第一、第二、第三主应力;
C为一常数。
用单向拉深屈服时的应力状态(σs,0,0 )代入上式即可得到常数C:
于是,Mises屈服准则的表达式为:

即

或

3 有限元模型建立
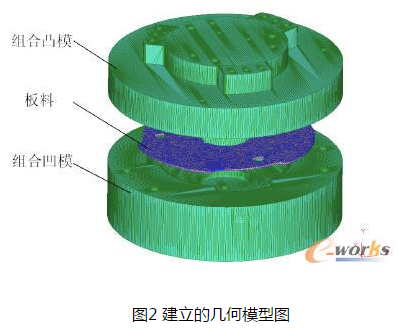
图1为某汽车离合器盖示例,材料为Q235,料厚3.5mm。在冲压过程中,压边圈将板料压在凹模上,通过给定压边力实现。板料随着冲头的匀速向下运动被压入型腔。卸载后,冲头与板料间的接触消失,板材经回弹后得到最后形状。采用MSC.Marc软件绘制模型,模具、毛坯有限元网格图如图2所示。模具采用刚性体,不可变形。采用双线性摩擦模型,板料与凸模间的摩擦系数为0.2,与凹模间的摩擦系数为0.1,且假设整个过程中摩擦系数保持不变。考虑到板料在拉延过程中发生大位移,因而采用逐级更新的Lagrangian弹塑性材料模型和网格自适应技术。板单元采用实体单元。收敛准则采用位移判断标准,容差1%。模拟回弹时,释放工件与模具之间的接触。
冲压过程是一个复杂的变形过程,一些限制条件对实际过程影响很小,因而可以进行一些必要的简化与假设。材料采用各向同性模型且均质,屈服准则采用Von-Mises屈服理论和各向同性硬化法则;忽略在加工过程中的温度变化及热效应对板材的影响。
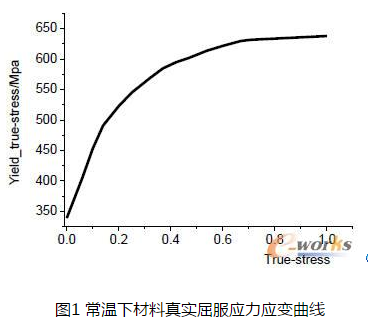
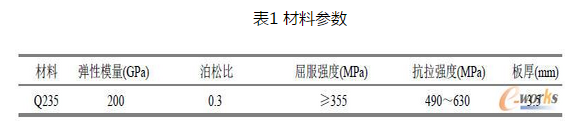
常温下板材拉伸试验是研究板料力学性能最常用、最基本的试验。本文按照国家标准金属材料室温拉伸试验方法(GB.T228-2002)进行拉伸试验,并对试验数据进行处理计算,将工程应力应变曲线转化为真实应力应变曲线,应用最小二乘法原理拟合得到板料的性能参数。材料整个拉伸试验过程在我公司质保部试验室万能拉伸试验机上进行。经转换后真实屈服应力应变曲线如图1所示。材料参数如表1所示。MSC.Marc建立的有限元模型如图2所示:
4 MSC.Marc数值模拟结果与分析
本文从板料有限元分析的等效应力情况来分析板料的变形极限状态,因此有必要研究变形物体内各点的应力状态、应变状态以及塑性变形时各应力之间的关系。
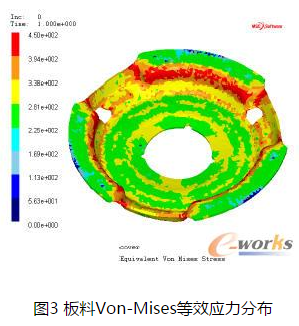
图3所示为板料Von-Mises等效应力云图。Von-Mises等效应力较高处为产品直臂与法兰部分的转角部分,由于材料完全贴膜,这部分金属的受力状态是两向受拉,一向受压。结果显示,最大等效应力为450MPa。根据Von-Mises强度理论,选用安全系数s=1.3,其小于材料的许用应力484.62MPa,所以该设计是合理的。
5 生产结果与模拟结果比较
通过分析盖的成型工艺,根据设定的冲压工艺方案把所设计的模具投入生产之后,发现冲压出的制件表面质量良好,无明显的起皱,拉裂等质量问题。图4为三维造型模具图和离合器盖标实际生产装配后的离合器产品。从结果中看出,有限元数值模拟技术指导模具设计的作用得到了很好的发挥,大大缩短了模具设计周期,减少了试模次数和试模时间,降低了模具设计成本。

6 结论
1)采用Von-Mises材料屈服准则准确分析了中厚板料的拉深数值模拟;
2)利用逐级更新的Lagrangian弹塑性材料模型,适合于求解中厚板料冲压成形这类大变形问题;
3)有限元模拟方法可以很好地再现板材成型过程。通过与生产实际结果进行对比,采用上述的关键技术MSC.Marc软件能有效模拟中厚板材冲压成形中的变形及卸载过程。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















