软件

产品


激光拼焊板技术应用于汽车行业已经多年,技术也相对成熟,但在产品的设计过程中,还存在盲目应用的情况。本文通过冲压成形模拟仿真分析,结合主机厂常用零件的实际应用情况,总结出激光拼焊板料厚度差异的建议值,为汽车产品设计提供参考。
激光拼焊板技术是基于成熟的激光焊接技术发展起来的现代加工工艺,是利用激光焊机将几块不同材质、不同厚度、不同表面镀层的钢板焊接成一块整体板材,再进行冲压生产,以满足零件不同部位对材料不同使用性能的要求。拼焊板工艺的出现,解决了由传统单一厚度平板材料所不能满足的超宽板及零件不同部位具有不同工艺性能要求的工艺问题。
从20 世纪80 年代中期开始,激光拼焊板就已经应用在欧洲、日本和美国等国家生产的汽车车身零部件中。随着国内汽车制造业的发展,国内市场对汽车拼焊板的需求也越来越多。在汽车车身的生产、制造和设计方面,激光拼焊板的使用,有着显著的优势。目前,采用激光拼焊板生产的汽车车身零部件,主要有前后车门内板、前后纵梁、侧围内板、地板、A 柱、B 柱、C 柱、D 柱、轮罩、后背门内板等,其中,前后车门内板应用拼焊板冲压成形工艺的最多,其次是前后纵梁。
由于激光拼焊板焊缝两侧板料性能及板料厚度一般存在差异,这会导致拼焊板零件在冲压成形的过程中发生各种问题。减少激光拼焊板零件冲压成形过程中焊缝的偏移量,提高零件的成形性,是非常重要的课题。本文主要关注零件产品本身的设计,通过实际调研及仿真模拟分析,在板料厚度差异、零件强度需求、焊缝偏移量及成形性之间找到一种平衡,从而为激光拼焊板零件产品设计提供参考依据,提高拼焊板零件产品的设计质量,提高工艺性,少走弯路。
汽车覆盖件采用激光拼焊板,可以给汽车制造业带来显著的经济效益,有利于整车零件数量减少,简化点焊工艺,提高车身零件尺寸精度,减少质量问题的发生概率,材料厚度的可变性还可以满足车身重要位置对强度的要求。
但是,由于拼焊板焊缝两侧材料强度及性能存在差异,会引起拼焊板在冲压成形过程中材料流动和变形的不均匀、不协调,进而会给冲压成形的整个过程带来一定困难,容易导致一系列的质量缺陷。这些缺陷主要表现在由于焊缝不均匀移动或者扭曲变形,导致的起皱条件改变、零件变薄率增加、焊缝附近板料成形性能降低、板料弯曲变形不均匀等。另外,如果焊缝的偏移量过大,还会导致成形后零件的强度及冲孔不符合设计的初衷,表现在实车碰撞强度下降,冲孔所在位置的板料薄厚与实际设计零件产品不一致,影响后续安装及密封,还可能造成冲头折断、漏水等问题。
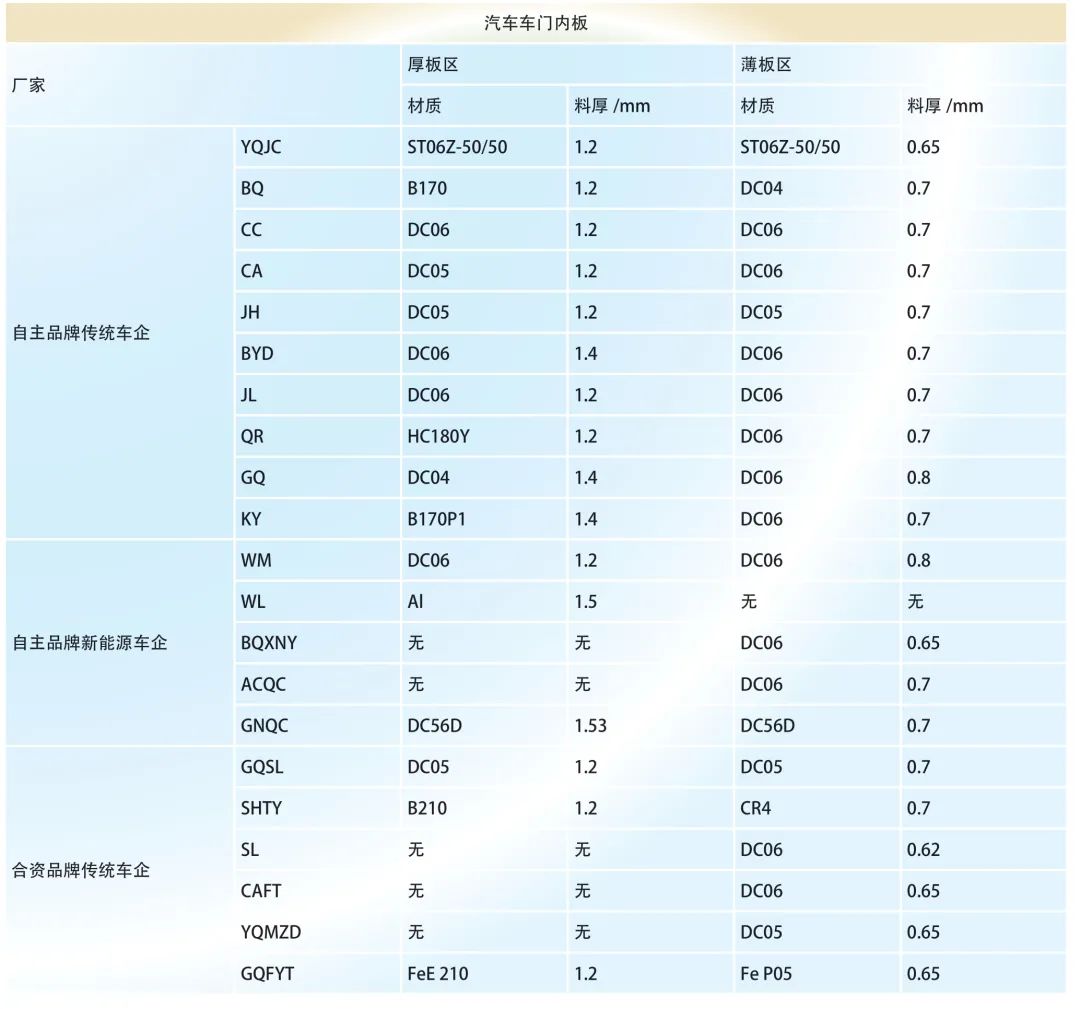
本文调研的对象是国内外主流的汽车厂家,统计目前在产车型前后车门内板材质及板料厚度的应用情况,见表1。目前,国内外汽车厂家车门内板使用拼焊板的比例还是比较高的,部分不使用拼焊板的车门内板,在车门铰链侧增加了加强板,需要增加焊装工位,且不利于车门总成尺寸控制。车门内板的材质主要是DC06,适合深拉延及复杂的成形,拼焊板薄厚侧大都使用相同材质,薄板料最薄能达到0.65mm,厚板料最厚能达到1.53mm,各种情况都有使用。本文以下内容将从理论层面出发,展现拼焊板的不同板料厚度组合在冲压成形过程中的表现特点。
表1 车门内板材质及料厚使用情况统计表
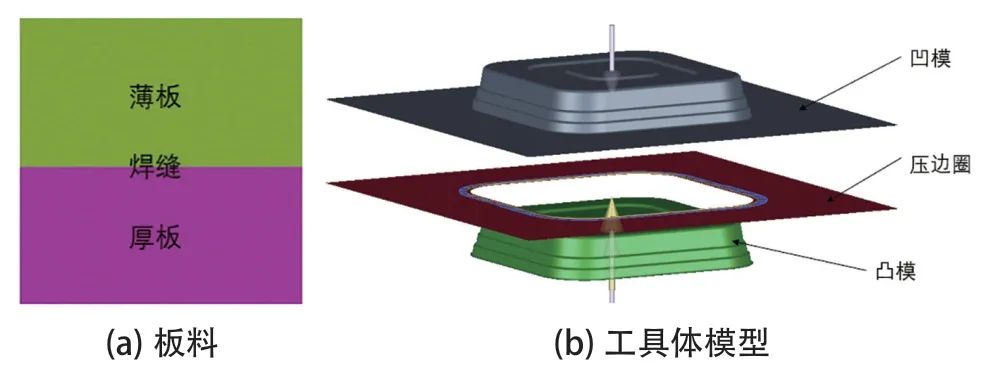
由于金属板料的冲压成形理论是相通的,本文将设计方盒形零件为实验模型,基于汽车行业主流的仿真分析软件AUTOFORM 来建立仿真分析数据模型,材料采用DC06,分析拼焊板不同板料厚度组合,在冲压成形过程中的焊缝偏移及成形性等。
冲压成形仿真分析模型如图1 所示,具体参数如下:1.4mm、0.7mm/1.6mm,。
图1 方盒形件冲压成形仿真分析实验模型
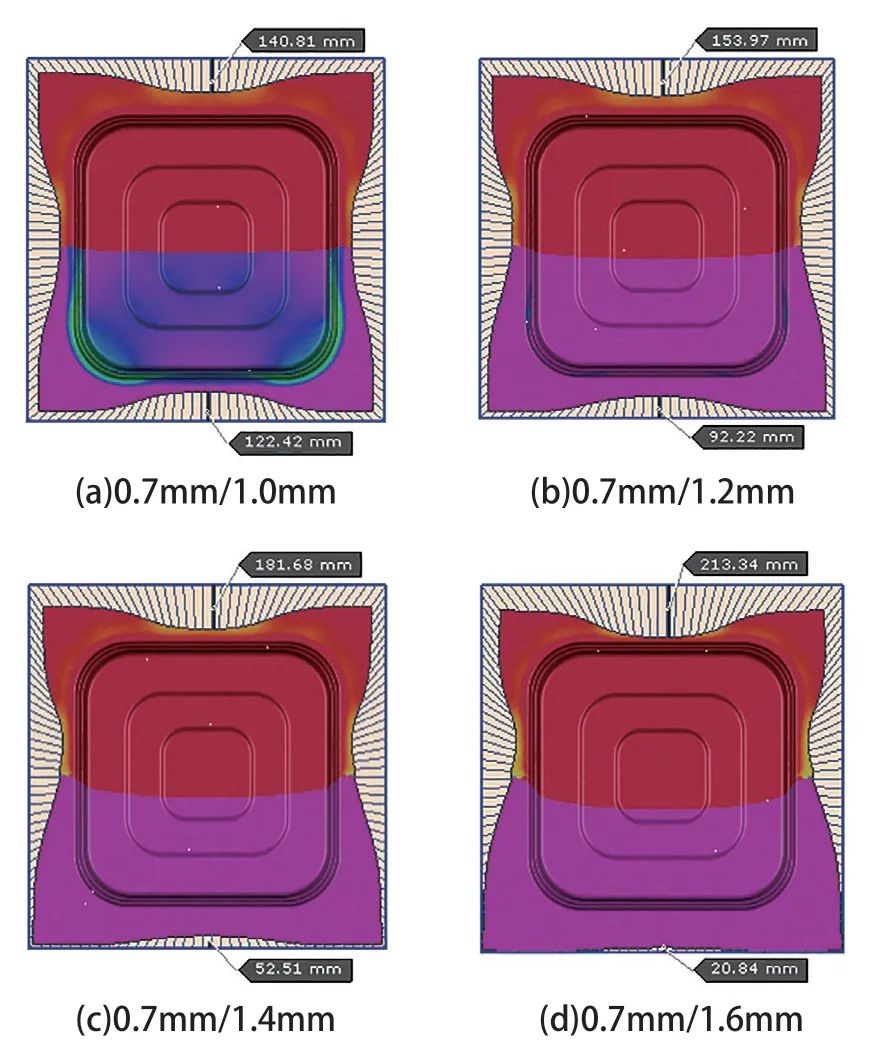
在相同的分析参数设置状态下,对四种拼焊板板料厚度组合进行仿真分析,得到仿真分析结果,拉延成形到底流入量状态,如图2 所示。
图2 拉延成形到底流入量状态
⑴盒形件深度为200mm,侧壁拔模角度为7°,侧壁设计两级台阶造型,因深度较深,设计台阶造型是为了防止侧壁起皱,盒形件顶面设计深度为15mm的凹形,增加零件局部刚度。
⑵周圈设置圆形拉延筋,直段位置拉延筋高度为4mm,进出R 角为3mm。
⑶压边力为100t,摩擦系数为0.15,薄板料尺寸为780mm×1480mm,厚板料尺寸为720mm×1480mm。
⑷分四种情况对拼焊板板料厚度组合进行仿真分析,分别为0.7mm/1.0mm、0.7mm/1.2mm、0.7mm/
从此次模拟仿真结果来看,随着料厚差的增加,薄板侧流入量逐渐增大,厚板侧流入量逐渐减小,料厚差越大,薄厚板两侧的流入量差距越大,料厚差每变化0.2mm,薄板侧流入量大概增加30mm,厚板侧流入量大概减少30mm。但是,从(a)组合到(b)组合,薄板侧的流入量只增加约13mm,从(b)组合到(c)组合,厚板侧的流入量减少了约40mm,说明对于该种拼焊板材料来说,板料厚度组合0.7mm/1.2mm的板料厚度差异对流入量的影响适中,超过了这种料厚差,板料流入量容易出现激变,薄厚板两侧流入量的差异数值也成倍数的增加,加重了板料流动的不均匀性和不稳定性。
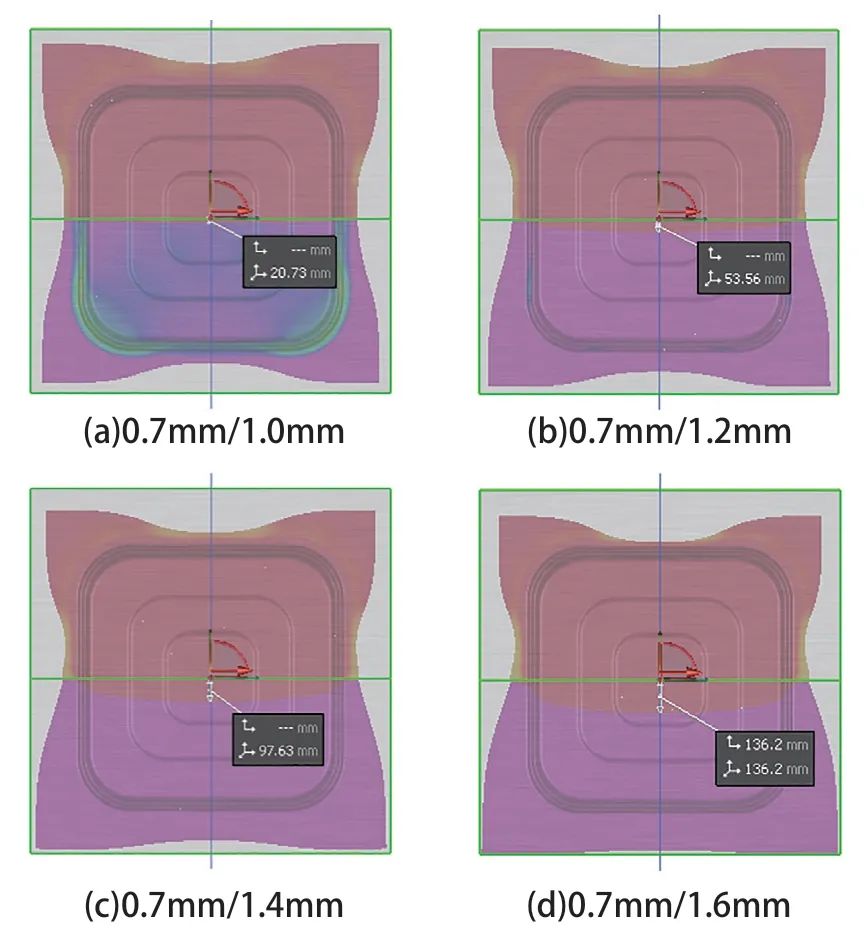
拉延成形到底时,各种板料厚度组合的焊缝偏移状态,如图3 所示,其中测量出了中间位置最大的焊缝偏移量。拼焊板主面位置的焊缝是向厚板侧偏移,这是因为主面位置板料受拉应力的作用,薄板料的抗拉能力低于厚板料,所以会出现薄板料被拉向厚板料的情况。另外,随着料厚差的增大,焊缝的偏移量也在逐渐增大,(a)组合到(b)组合之间焊缝的最大偏移量大了三十多毫米,而(b)组合、(c)组合及(d)组合之间焊缝的最大偏移量分别大了四十多毫米。从焊缝偏移的数值来看,0.7mm/1.2mm 的料厚差,焊缝的理论偏移量在可承受的范围内,实际应用中可以通过工艺手段来平衡焊缝的部分偏移,但是如果理论的焊缝偏移量过大,单纯依靠工艺手段是无法达到目的的,因为会增加实际的调试难度,带来其他问题。
图3 拉延成形到底焊缝偏移状态
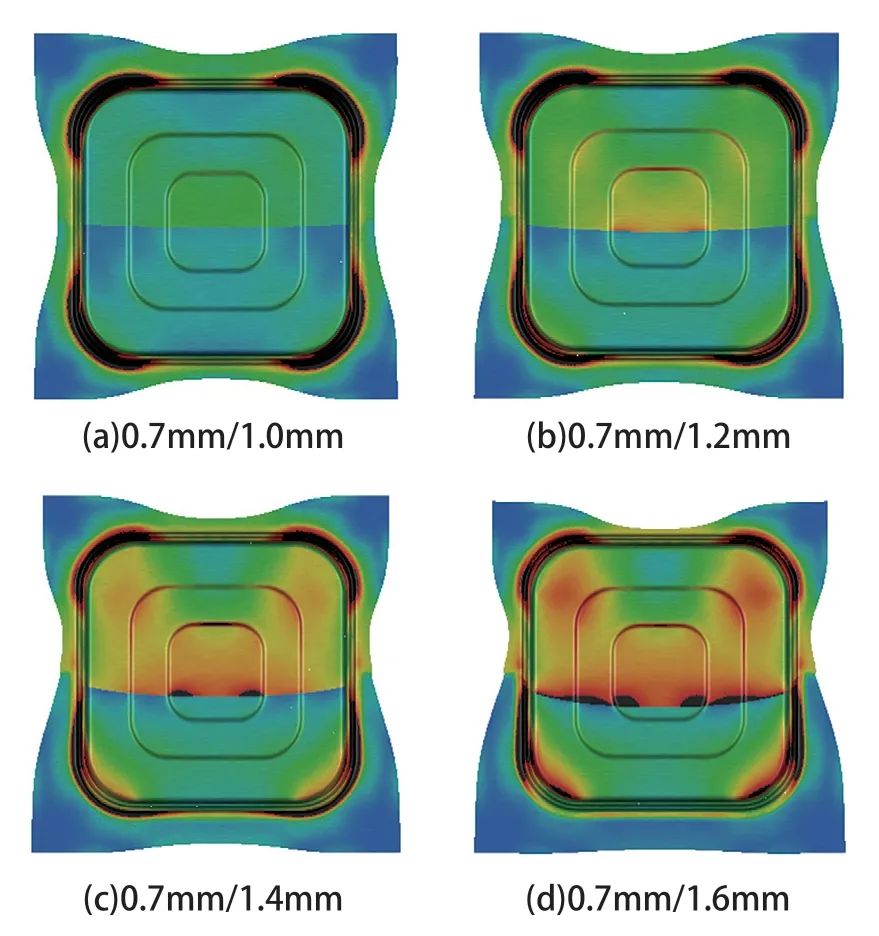
图4 拉延成形到底焊缝附近Max Failure
拉延成形到底,焊缝附近的成形性,即Max Failure 指标,如图4 所示。可以看出,随着板料厚度差的增大,焊缝附近薄板侧的成形性逐渐降低,开裂风险加剧。这是由于板料厚度差变大时,焊缝的偏移量过大,会造成薄板料的变形量过大,并且厚板料的变形量不足,板料成形非常的不均匀,这种情况会导致严重的开裂、起皱等成形问题,并且还会影响整体零件产品的强度及尺寸精度。从此次模拟仿真来看,0.7mm/1.2mm 的板料厚度差,接近冲压成形性变差的临界位置。
拼焊板冲压成形过程中的流入量、焊缝偏移状态及成形性跟板料的厚度差异息息相关,从理论层面上来讲,板料厚度差异越小越有利于成形及调试,但是板料厚度差异过小,拼焊板的优势无法突显,也不符合应用需求。因此,在实际的零件产品设计中,根据板料的变形原理及参照国内外主机厂的做法,还是要适当控制拼焊板薄厚板的料厚差,尽量不要超过薄板料的料厚。另外,还要尽量考虑采用工艺手段来减少拼焊板板料厚度差异带来的影响,例如调整薄厚板侧的拉延筋系数来平衡流入量,调整初始板料的焊缝位置来使实际产品的焊缝更加接近理论产品的焊缝等。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020