软件

产品


摘要:
发动机连杆尺寸精度高、形位公差多,传统的检测方法需要多种检测工具测量。为了解决此问题,设计并制造了一套发动机连杆检测装置,通过该装置可以实现快速检测发动机连杆尺寸,并能实现数据分析功能。
关键词:连杆;发动机;检测
无人机用发动机连杆相对一般地面用发动机在强度、精度、尺寸一致性、重量、可靠性等诸多方面有更高的要求。传统检测与控制方法中对连杆孔的尺寸公差、形位公差、位置公差[1,2]分别用多种通用量具或多个检测工装进行测量[3],过程复杂,周期长、工作效率低。已有的一些采用相对测量方式的检测装置,由于只提供了工具末端,检测结果只能由人工判断出圆度、同轴度和圆孔的垂直度各个独立的单项值是否落在公差带范围内,虽集成了圆度、同轴度和垂直度规的功能,但不能检测出具体数值。同时也不能检测各个孔具体直径、两个圆孔中心距和两个圆孔平行度等重要数据。而且检测结果不能有效的进行闭环回馈指导后续生产制造过程的改进与提高。
为了克服现有检测工作存在的上述技术问题,采用自动测量多个尺寸方式[4],设计一种小型无人机用发动机连杆检测与数据分析系统[5]。该系统采用自动机械定位与压紧方式,利用多个触电侧头采集数据传输给计算机处理,计算出所需的测量数据,并进行统计分析[6]。
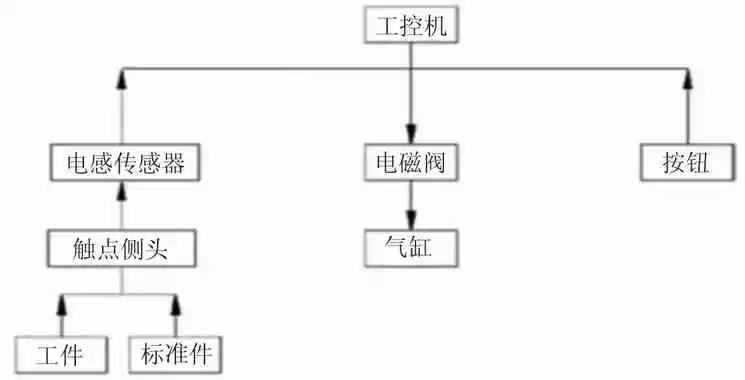
整套检测装置和数据分析功能模块包括控制和数据处理单元[7]、机械运动单元[8-10]、测量及数据采集单元和数据显示单元。可编程控制器通过电磁阀控制气缸运动,测量基块上设有多组电感传感器测头,电感侧头采集检测数据,并传输给可编程控制器处理,检测结果通过触摸屏显示器显示。整套检测与数据分析系统原理图如图1 所示。
图1 发动机连杆综合检测与数据分析系统原理图
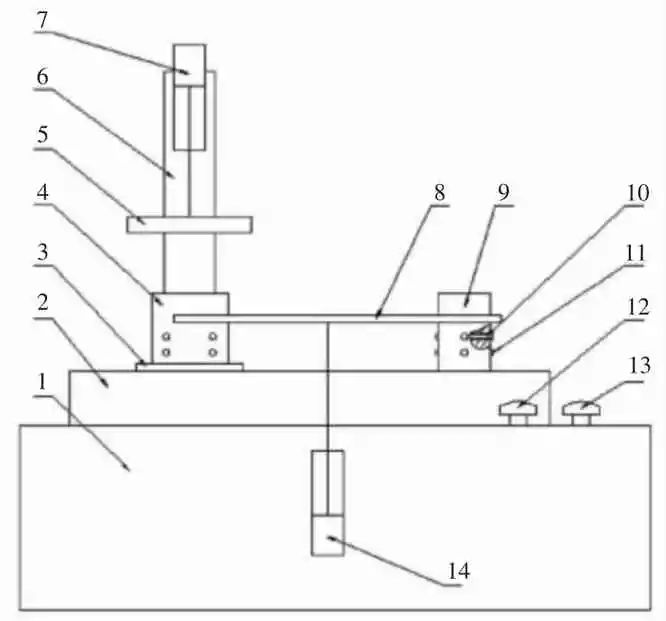
根据设计原理,小型无人机发动机连杆综合检测与工艺分析系统由基座1、平台2、定位块3、大柱体4、上压紧块5、支架6、上气缸7、托板8、小柱体9、电感传感器10、触点测头11、检测按钮12、校对按钮13、下气缸14、计算机、显示器、信号采集模块和标准件组成,如图2 所示。
图2 发动机连杆综合检测与数据分析系统示意图
基座1 为各部件提供支撑。平台2 安装在基座1上,平台2 上部以中心垂线两侧分别设置有大沉孔和小沉孔,大柱体4 与定位块3 配合紧固在平台2 上大沉孔中,小柱体9 固定在平台2 上小沉孔中。大柱体中轴线和小柱体中轴线与平台中心垂线位于平台中轴线上。大柱体4 和小柱体9 上开有安装孔,多个电感传感器10分别嵌入在大柱体4 和小柱体9 的安装孔内,电感传感器10 端部装有触点测头11,触点测头11 与被测工件的检测点接触。
大柱体4 和小柱体9 上分别加工有八个安装孔,十六个电感传感器10 分别安装在大柱体4、小柱体9 上的安装孔中;电感传感器10 端部分别装有触点测头11,触点测头11 直接接触被测工件的检测点。
支架6 垂直安装在基座1 上位于平台2 后侧,支架中轴线与大柱体中轴线位于同一垂直平面内。上气缸7 固定在支架6 上端部,上压紧块5 与上气缸活塞杆连接,上压紧块5 位于大柱体4 上方,上压紧块5 用于压紧被测工件。托板8 为长方形,托板两端开有U 形凹槽,且托板两端U 形凹槽宽度分别大于大柱体4 直径和小柱体9 直径。托板8 与下气缸活塞杆连接,托板8 用于带动被测工件进入或脱离检测工位。下气缸14 固定在基座1 内;检测按钮12 和校对按钮13 分别安装在基座1 上位于平台2侧端部,并通过连线与计算机连接。
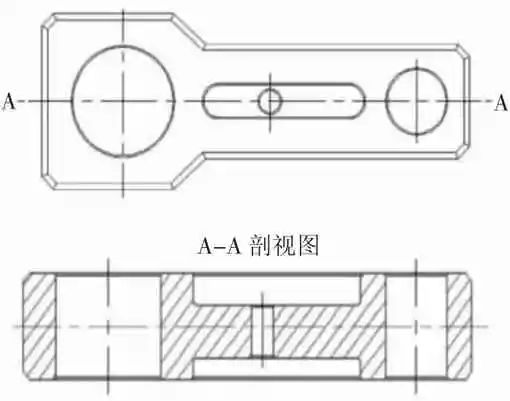
标准件为独立元件(图3),用于每班次校对清零位。
图3 标准件结构示意图
检测时,首先放入标准件,按下校对按钮13,自动完成当前班次的零位标定,消除系统漂移误差。将被测工件放置在托板8 上,按启检测按钮12,托板8 在下气缸14带动下自动下降使托板8 上被测工件依靠自重在大柱体4 和小柱体9 的导引下自动进入测量工位,上气缸7 推动上压紧块5 下降压紧被测工件进行定位。
上气缸7 和下气缸14 通过与计算机连接的电磁阀控制,信号采集模块安装在计算机内并通过连线与电感传感器10 连接,信号采集模块通过多个触点测头11 同时采集数据并将采样值传输给计算机处理,在显示器上显示连杆大端孔和小端孔的尺寸精度、圆柱度、平行度、垂直度和两个端孔的中心距测量的数值和公差带偏离值,给出是否合格结论。同时,电磁阀控制上气缸7 拉动上压紧块5 抬起,下气缸14 推动托板8 上升将被测工件送离检测工位,操作人员取走工件。
计算机对采集数据统计处理并进行统计分析,计算出标准偏差S、工序能力指数Cp 值,工序能力指数偏差CpK值,绘制X-R 曲线,操作人员依据数据分析结果对后续加工给出数据修正,形成闭环检测过程。
按照上述设计方案,制造出了无人机用发动机连杆检测与数据分析系统(图4),在系统上进行了发动机连杆的检测与数据处理,实现了发动机连杆一次装夹,检测多个数据并将结果进行处理的功能。
图4 发动机连杆检测与数据分析系统实物图
无人机用发动机连杆检测与数据分析系统采用计算机控制,具备对公差带进行调整或修改而不需加工标准件,以及在标准件校对时设置相对零位和绝对零位功能。
一次装夹同时完成了连杆大端孔和小端孔的尺寸精度、两个端孔的圆柱度、平行度、同轴度、垂直度及两个端孔的中心距的自动检测与合格与否的判定,得出合格与否的判定,给出各个被测要素的具体数值,并对数据并进行SPC统计分析计算出标准偏差S、工序能力指数Cp 值,工序能力指数偏差CpK 值以及绘制X-R 曲线,对后续加工给出指导和数据修正,形成闭环检测过程。而且采用计算机系统的数据采集与处理和自动装夹工件定位,减少了人工操作和判定随机误差及人为失误,并且工作效率高。数据的自动记录、跟踪以及统计分析功能解决质量控制分析问题,实现了发动机连杆综合检测与工艺分析数字化,检测过程便捷。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020