软件

产品


关键词:RTM;固化变形;有限元分析;ESI
摘要
纤维增强树脂基复合材料具有比强度和比模量高、可设计性强、抗疲劳性和耐腐蚀性好以及便于整体成型等优点,已广泛用于航空航天、建筑、汽车、舰船、体育器材等领域。复合材料制品的性能很大程度上依赖于其制造工艺。树脂传递模塑(Resin Transfer Molding, RTM)因其具有的独特优势成为纤维增强树脂基复合材料的主要制备技术之一。
本文针对帽形梁,采用ESI的复合材料RTM工艺分析软件对其进行RTM工艺仿真,预测其成型性能、填充过程、固化过程以及固化变形量,从而对工艺方案改进、模具修改提供依据。结果表明,ESI公司的RTM工艺解决方案可以很好的描述RTM工艺过程,包括预成型体的铺覆过程,树脂的流动过程、树脂的固化过程、复合材料制件的固化变形。
1 引言
树脂基复合材料具有高的比强度、比刚度,抗疲劳、耐腐蚀、成形工艺性好以及可设计性强等特点,现已成为飞机、汽车、机械、电子产品的重要结构材料之一,并且使用比例逐年增加。比如,波音787复合材料用量高达50%,空客A350XWB复合材料用量高达53%,BMW i3复合材料用量高达49.41%,西门子生产出75米长的碳纤维叶片等等。随着黑车身BMW i3的上市以及即将上市的BMW i8的推出,汽车行业成为复合材料市场增长的主要驱动力。
树脂传递模塑技术(Resin Transfer Molding, RTM)是一种以低压、密闭容器制造的复合材料生产方法,先将纤维、增强材料等放置于模具中,密闭之后以低压注入树脂,等树脂反应硬化后,打开模具将成品取出。RTM成型工艺包括传统的树脂传递模塑、真空辅助树脂传递模塑、高压RTM、普通压缩RTM、高压注射RTM、高压压缩RTM等等。RTM提供了一种简单且低成本的方式制作连续纤维增强的高分支复合材料,非常适合于形状复杂的大型结构件,目前在汽车工业、航空航天、国防工业、机械设备、电子产品上已经得到广泛应用。包括Audi R8 Spyder、BMW M6、BMW Project I CityCar中底盘件、侧围、前后保险杠、顶盖的生产;AIRBUS机翼后翼梁,DAHER复合材料翼盒,LATECOERE复合材料机舱门;西门子碳纤维复合材料风机叶片;意大利Toror公司复合材料帆船;以及防弹衣、桥体、压力罐、坦克零件、体育用品等等。
然而,这些工艺技术需要在生产之前设计、加工出合适的模具设备。如何在较低的成本和周期下设计出既能满足生产工艺需要,又能保证产品质量要求的模具一直是业界积极探讨的热点之一。传统的方法是凭经验进行试制,不仅耗时耗力,而且难以保证产品质量,已经很难满足现代复合材料模具设计生产的需要。在模具设计和制造过程中采用数字化技术进行仿真模拟,是提高模具开发效率,降低生产成本和提高产品质量的有效途径之一。
2 RTM工艺仿真解决方案
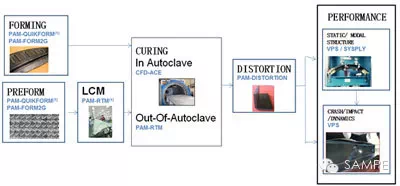
ESI集团作为虚拟试验测试的先锋,能够提供一套覆盖整个复合材料流程的虚拟解决方案,它包括设计和生产领域的复合材料结构动态模拟。主要包含热压罐工艺仿真解决方案,RTM工艺仿真解决方案,复合材料力学性能分析。具体流程如图1所示。
图1 ESI 复合材料设计和制造一体化解决方案
针对RTM工艺,ESI拥有一套完整的仿真解决方案,包括在纤维布的铺覆分析(PAM-FORM非金属材料成型工艺软件),复合材料RTM填充分析、固化分析(PAM-RTM复合材料液态模塑成型分析软件)、复合材料固化变形分析(PAM-DISTORTION复合材料脱模变形分析软件)。
其中纤维铺覆过程产生的纤维方向的变化对RTM填充过程影响非常大,可以将在PAM-FORM软件里得到的纤维剪切角导入到PAM-RTM软件中,用于调整纤维方向的变化对渗透率的影响。在PAM-RTM软件里计算得到的固化结果之后,将其导入PAM-DISTORTION软件里,进行该制件的固化变形分析。具体流程如图2所示。
图2 ESI RTM工艺仿真解决方案
对复合材料RTM制件进行工艺仿真,从而预测纤维铺覆过程中的褶皱、桥接、纤维剪切角、厚度的变化以及优化的平面图;协助选择最佳的LCM工艺和参数;选择注射口和气孔,防止干点;计算注射过程中的压力分布;计算流体前端的速度;预测与优化充填和固化时间;协助新模具开发和改进现有模具,降低RTM工艺模具的成本;预测制件的固化变形、残余应力[1]。
3 理论基础
RTM工艺过程涉及到干纤维布的铺放、树脂的流动、温度的变化、树脂的固化以及制件的脱模变形。本文采用粘弹性本构方程描述纤维布铺覆过程;采用达西定律描述树脂在多孔介质中的流动现象;采用传热模型描述模具和制件的热传导、制件的对流换热、热生成、表面热量的损失等现象;采用固化反应动力学方程描述树脂的固化反应;采用残余应力模型描述制件的脱模变形过程。
3.1粘弹性本构方程
如图3所示,本文采用粘弹性本构方程描述纤维布铺覆过程。纤维布铺覆过程由于纤维变形所产生的应力由三部分组成:用于保持计算稳定性的弹性的“parent sheet”,热粘弹性基质,线弹性的纤维。
图3 预成型模拟的本构方程示意图
3.2达西定律
RTM成型中树脂的充填过程可被视为流体在多孔介质中的渗流过程,因此,树脂在纤维预制件中的流动遵循牛顿流体在多孔介质中的流动定律Darcy定律。通过Darcy定律将流体速度与驱动压力梯度、渗透率和液体黏度关联起来描述树脂在纤维预制件中的流动,Darcy定律如公式(1)所示。
其中, V 为速度矢量,K 为纤维预制件渗透率张量,

3.3传热模型
对于非等温RTM填充过程以及树脂固化过程,需要考虑温度场对填充和固化的影响。本文采用传热模型描述制件和模具的温度场情况,具体如公式(2)所示。
式中,T 为绝对温度,



3.4固化反应动力学模型
目前,关于树脂固化反应动力学的研究非常普遍,主要有两种方法:宏观尺度上的唯像模型和微观尺度上的机理模型。唯像模型着重于总体反应,用一个反应代表整个过程;机理模型考虑整个反应过程中的动力学机理。基于固化反应的复杂性,用机理模型描述固化反应非常困难。从工程应用角度而言,唯像模型由于其简易实用性被广泛用于固化过程的仿真模拟过程中[4,5]。
唯象模型的普遍形式如公式(3)所示:
其中, 为反应速率函数, 为固化度函数。
3.5残余应力模型
复合材料发生固化变形的原因可以分为三类:复合材料各向异性的热膨胀系数造成铺层后各个方向热膨胀不匹配,从而引起的变形,大约占整个变形比例的55%;树脂固化反应引起的体积收缩造成的变形大约占整个变形比例的35%;由模具-制件相互作用导致的变形大约占整个变形比例的10%[6]。
考虑了温度和固化影响的残余应力模型如公式(4)所示[7]。
其中



4 RTM工艺仿真解决方案
4.1纤维铺覆过程模拟
PAM-FORM是一个专用于模拟干纤维、热塑性预浸料或热固性预浸料预成型过程的仿真软件。本文采用PAM-FORM模拟干纤维布预成型过程,预测纤维是否发生褶皱、纤维剪切变形。纤维布发生剪切变形后,其渗透率同样发生了变化。本文利用在PAM-FORM里计算得到的剪切角结果,将其作为RTM填充过程的前提条件,从而计算其对渗透率的影响、对RTM填充过程的影响。
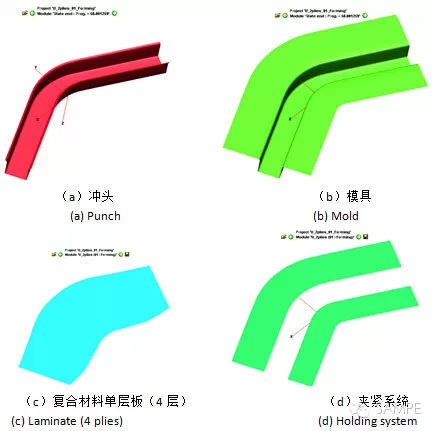
如图4所示,本文对如下所示帽形梁进行冲压模拟。本算例中统一单位制为mm、kg、ms。模具、冲头、夹紧系统均为刚性体。对模具6个方向自由度(UX UY UZ RX RY RZ)进行约束;对冲头5个方向自由度(UX UY RX RY RZ)进行约束,设置冲头-Z方向的速度大小为3m/s;对夹紧系统5个方向自由度(UX UY RX RY RZ)进行约束,对其给定一个+Z方向约束力,力的大小为10KN。此外,定义冲头、模具、夹紧系统各自对单层板的接触,摩擦系数定义为0.3。本文四层单层板都采用同一种纤维布,铺层角度为(-45/45/45/-45),单层板厚0.25mm。
图4 层合板冲压模拟建模
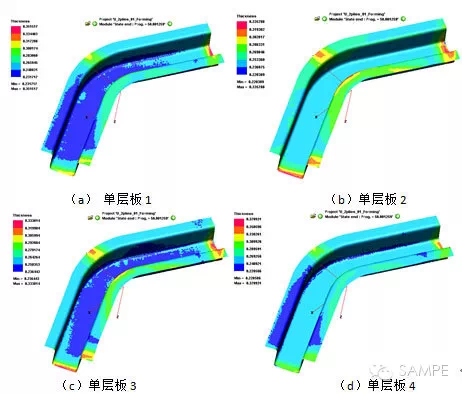
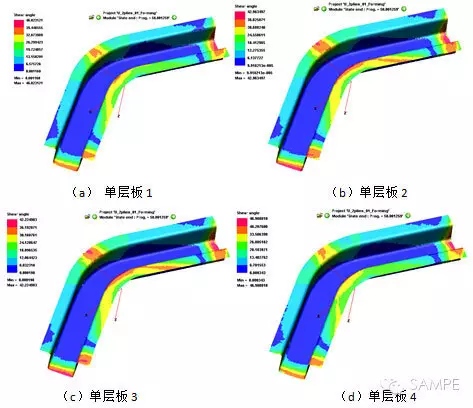
层合板冲压后,每个单层板的厚度发生变化,冲压成型后的厚度云图如图5所示。由图5可知,层合板冲压后,纤维发生变形,帽形梁两端和中间拐角处厚度最厚。图6展示了冲压后四层单层板的剪切角云图,从图中可知,帽形梁两端和中间拐角处纤维发生变形最严重。从剪切角和厚度云图可见纤维的剪切变形导致帽形梁局部厚度增加。
图5 层合板冲压后每层的厚度云图
图6 层合板冲压后每层的剪切角云图
本算例中,将帽形梁的铺覆计算结果保存为DSY格式,用于RTM填充过程仿真模拟中。
4.2 RTM填充过程模拟
PAM-RTM软件是专业的RTM过程模拟软件,能方便准确地模拟RTM过程中树脂的流动、固化、速度、压力、温度等结果,优化模具设计和工艺参数,降低设计生产周期和费用,已成为工业界广泛使用的RTM设计开发工具。本文采用PAM-RTM软件模拟帽形梁的RTM填充过程,采用3D模型描述帽形梁,预测其填充过程,填充时间,压力分布等。本文采用某碳纤维布,当纤维未发生剪切变形时(即纤维剪切角为零),纤维体积分数为60%,三个方向渗透率参数都为1 e-11 m^2,采用的树脂粘度为0.1 Pa.s,注胶口树脂流速为1e-6 m/s。
使用2.5D模型能很好的描述树脂在面内的流动趋势,但是无法描述树脂在厚度方向的流动情况。模拟镶嵌件、复杂的厚制件层合板的RTM填充过程必须得考虑树脂在厚度方向的流动情况,特别是对于风能行业而言。PAM-RTM软件允许用户进行3D建模。本小节对帽形梁进行3D建模,模拟树脂在面内以及厚度方向的流动情况。
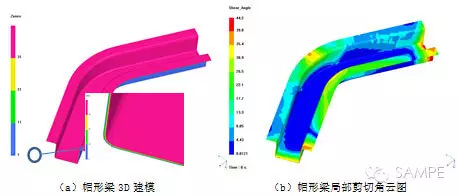
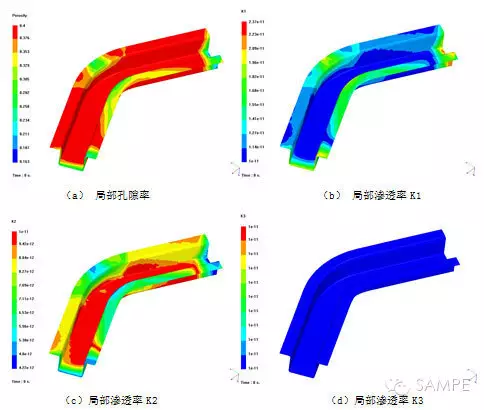
对帽形梁进行3D建模,每个单层板建立一个区域,如图7(a)所示。本小节采用4.1小节结果,利用PAM-RTM软件中导入PAM-FORM铺覆结果的接口,将纤维布变形结果导入PAM-RTM软件中。将PAM-FORM的铺覆模拟结果映射到PAM-RTM软件中,得到的剪切角云图如图7(b)所示。然后根据此结果,通过各向同性纤维布模型计算帽形梁的局部孔隙率、局部渗透率,计算结果如图8所示。图8(a)显示了纤维铺覆变形后的局部孔隙率,可看出帽形梁两端和拐角处孔隙率较低,也就是说此处纤维体积分数较高。图8(b)、(c)显示了面内局部渗透率K1和K2云图,图(c)显示了厚度方向的局部渗透率K3云图。
图7 帽形梁3D建模及局部剪切角云图
图8 帽形梁的局部孔隙率、局部渗透率云图
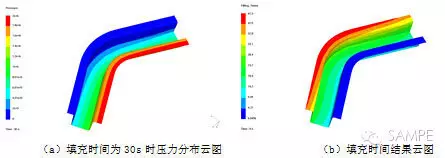
图9展示的是采用有限元方法计算得到的树脂填充到30s时的压力分布云图和填充时间云图,从图中可看出,在树脂开始注射时,流动前沿以与边缘线平行的形状推进,随着注入时间增加,当树脂遇到拐角后流动前沿形状逐渐过渡成圆弧状。这是由于制件的截面变宽,且拐角处纤维剪切变形大造成的流动前沿发生变化。
图9 RTM等温填充模拟结果
4.3 RTM固化过程模拟
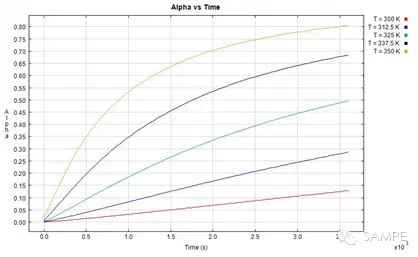
复合材料固化过程中涉及到温度场与固化度场,本文采用PAM-RTM软件的固化模块模拟树脂的固化过程,本模块对温度场和固化度场进行了全耦合求解。本文采用环氧树脂,树脂密度为1096kg/m3,导热率为0.25 W/m.K,比热为1.1E3 J/Kg.K,焓值为5E5 J/Kg,其中焓表征每单位质量树脂发生完全固化反应所生成的热量。本文采用修正的Kamal-Sourour方程描述树脂的固化反应过程。固化度与温度、时间的关系如图10所示,从图中可以看出,同一时间内,随着温度的升高,固化度增加;同一温度下,随着时间的增加,固化度增加。
图10 固化度、温度、时间关系曲线
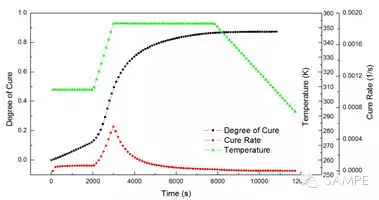
由于帽形梁薄且等厚,所以本文直接对整个制件赋予温度曲线。图11展示了帽形梁上某一点固化过程中固化度、固化反应速率、温度与时间的关系曲线。从图中温度曲线可以看出初始温度为308K,保温1800s,然后900s内升温到353K,保温4500s,最后在3600s内降温至室温。从图11固化反应速率曲线可以看出,从2000s开始,固化反应加速,到达3000s时,固化反应速率最大。从图11固化度曲线可以看出,随着温度和时间的增加,固化度增大,最后固化至0.874。在此工艺条件下,树脂并没有完全固化,可以采用后固化工艺来保证树脂完全固化。
图11 某点固化度、温度、固化反应速率—时间曲线
4.4 RTM工件固化变形模拟
本文在4.3小节对帽形梁的固化过程进行了仿真,得到的固化度、温度场结果文件将用于此小节的固化变形分析中。模拟固化变形有两种方法:一是使用单层板的材料参数,另外一种是使用层合板的材料参数。对于第一种方法,可以直接对单层板进行实验表征;也可以对UD布进行实验表征,然后利用纤维和树脂各自的材料参数,通过细观力学理论进行计算得到单层板的材料参数。对于第二种方法,可以对层合板直接进行材料参数实验表征;也可以利用单层板的材料参数,根据3D层合板理论进行计算得到层合板的材料参数。
固化变性分析涉及到温度场、固化反应动力学、应力场的耦合分析,本文利用PAM-RTM软件中的固化模块进行温度场和固化反应动力学的仿真分析,然后将其结果耦合到应力场的仿真分析中。单层板在玻璃态的各个性能参数如下,模量分别为2.62E10 Pa、2.62E10 Pa、1.01E10 Pa,泊松比分别为0.094、 0.46、 0.46,剪切模量分别为3E9 Pa、 2.9E9 Pa、 2.9E9 Pa,热膨胀系数分别为 1.39E-5/K、 1.39E-5/K、 5.87E-5/K, 固化收缩系数分别为-0.0032、 -0.0032、 -0.019。单层板在橡胶态的各个性能参数如下,模量分别为2.14E10 Pa、2.14E10 Pa、2.7E10 Pa,泊松比分别为0.021、0.83、 0.83,剪切模量分别为3.3E7 Pa、3.3E7 Pa、3.3E7 Pa,热膨胀系数分别为 5.4E-6/K、 5.4E-6/K、 2.29E-4/K, 固化收缩系数分别为-7.4E-5、-7.4E-5、-0.032。
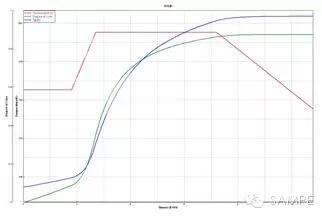
树脂基复合材料在固化过程中经历三个阶段,分别是液态、橡胶态、玻璃态。当固化度小于凝胶点时,树脂处于液态,此时不会存在应力;当固化度大于凝胶点且温度大于玻璃化温度时,树脂处于橡胶态,此时制件能保存一定量的应力;当温度小于玻璃化温度时,树脂处于玻璃态,此时制件易产生内应力。图12展示的是某一单元上温度、固化度、玻璃化温度随时间变化的曲线。从图中可以看出,从0s到3000s,固化度小于凝胶点,故而此阶段属于液态;从3000s到6000s,固化度大于凝胶点且温度大于玻璃化温度,故而此阶段属于橡胶态;从6000s到10800s,温度小于玻璃化温度,故而此阶段属于玻璃态。
图12 某一单元的温度-固化度-玻璃化温度时间曲线图
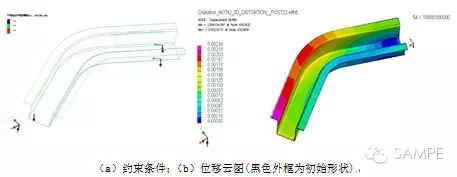
由第3小节可知,复合材料制件发生固化变形是由热膨胀、树脂固化反应发生化学收缩、模具制约导致的。如图13(a)所示,本算例采用准静态约束,不考虑模具对制件变形的影响。具体约束情况为:在制件上取三个点A、B、C,利用这三个点建立局部坐标系1;选择点A,约束其在局部坐标系1下的X、Y、Z方向自由度;选择点B,约束其在局部坐标系1下的Y、Z方向自由度;选择点C,约束其在局部坐标系1下的Z方向自由度。如图13(b)所示,帽形梁发生固化反应后,最大位移量为0.00234m。图中,黑色外框为制件未发生变形时的初始形状。PAM-Distortion里计算所得的变形结果可以输出为向量文件,进而导入CATIA中用于模具修正和工件设计。
图13 帽形梁固化变形仿真
5结论
本文以帽形梁为例,介绍复合材料RTM工艺仿真解决方案。第一步,本文首先采用PAM-FORM软件对帽形梁进行铺覆仿真,计算得到干纤维布变形量。第二步,将纤维剪切角导入到PAM-RTM软件中,并计算出其对渗透率的影响,从而对树脂流动前沿产生影响。第三步,本文在PAM-RTM软件中对帽形梁进行固化分析,计算得到固化度场和温度场。第四步,将固化分析得到的固化度场和温度场映射到PAM-DISTORTION软件中,并计算其对固化变形的影响。
ESI公司的RTM工艺解决方案可以很好的描述RTM工艺过程,包括预成型体的铺覆过程,树脂的流动过程、树脂的固化过程、复合材料制件的固化变形。根据PAM-FORM分析结果预测纤维铺覆过程中的褶皱、桥接、纤维剪切角、厚度的变化以及优化的平面图。根据PAM-RTM分析结果协助选择最佳的LCM工艺和参数;选择注射口和气孔,防止干点;计算注射过程中的压力分布;计算流体前端的速度;预测与优化充填和固化时间;根据PAM-DISTORTION分析结果预测制件的固化变形、残余应力。最终协助新模具开发和改进现有模具,降低RTM工艺模具的成本。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020