















































软件

产品


摘要
本文利用大型通用显式动力学有限元分析软件ANSYS/LS-DYNA对活塞环用精密型材的轧制过程进行了有限元仿真,详细介绍了有限元模型的建立、材料模型和单元类型的选择以及网格的划分,得到了各道次轧制金属的流动规律,对轧件的变形及应力场的分布进行了深入分析,为成型轧辊的设计以及优化生产工艺提供了参考。
1 前言
活塞环是发动机的关键零件之一,被喻为发动机的心脏;同时也是易损零件,更换频繁,我国每年制造的活塞环达数亿片之多。活塞环尺寸小且尺寸精度与表面粗糙度要求非常高,长期以来以铸铁为原材料采用传统方法加工生产,需要通过车、铣、磨等二十多道工序才能最终成型,生产成本非常高。随着精密成型技术的发展,发达国家采用冷态成型轧制方法生产出了符合活塞环截面形状及尺寸精度要求的精密型材,再经数控成型机直接将精密型材绕成特定形状的开口椭圆,从而将活塞环一次成型,将以往的二十多道工序缩为了几道工序,既降低了加工成本又提高了产品性能。然而,此类精密型材的加工制造在国内尚属空白,尽管国外产品价格高昂,每年仍需从国外大量进口以满足生产需要。因此精密型材的国产化具有十分重要的意义。
冷态成型轧制过程中,材料的塑性变形规律,轧辊和轧件之间的摩擦现象,材料微观组织的变化,轧制过程压下率、轧辊直径、轧制速度等因素的影响等等,这些都是非常复杂的问题。研究轧制过程的金属变形规律,通过实验研究可以最大程度地接近生产实际,为现场生产提供准确的参考数据。但是实验研究需要实验前的准备、现场实验、实验结果处理等大量工作,周期较长。而且,由于实验的偶然性,往往一次实验很难解决需要研究的所有问题,同时失败的机率也非常大。实验一旦失败,将会造成大量的人力、物力的浪费。同时对于精密型材的轧制涉及到金属的流动、应力场等分布量的定量计算,传统的实验手段很难处理这类问题。显式动力学有限元方法在轧制领域的成功应用,弥补了传统研究方法的不足,为深入研究精密型材轧制过程中的诸多问题提供了一种高效而又节约的方法。本文利用显式动力学有限元技术对生产现场的活塞环用精密型材的轧制过程进行三维数值仿真,为设计与优化轧机、优化轧制工艺参数提供较准确的参考数据。
2 模型的建立
为了提高仿真的可信度与准确度,几何模型的尺寸均采用生产现场设备的尺寸,并对轧制过程作如下合理假设:所有轧辊直径相等,转速相同,且均为主动辊;轧件的机械性质均匀;轧辊以恒定角速度转动,轧件以接近或等于轧辊圆周线速度的速度匀速向辊缝运动,直至被轧辊咬入进入辊缝后,靠轧辊和轧件之间的摩擦力完成轧制过程。
轧件毛坯是直径为φ2.7mm的圆钢丝,精密型材的截面为矩形,高1.5mm、宽3.5mm,因此将轧制过程安排为两道次连轧,即先在两辊轧机上初轧,基本实现精密型材的厚度要求,然后在错位四辊轧机上精轧,从而得到成型产品。
轧件的材料为50CrVA,其弹性模量E=206GPa,切线模量Etan=90MPa,屈服极限σs=1127MPa,密度ρ=7850kg/m3,泊松比μ=0.3。轧辊的材料为9CrSi,其弹性模量E=206GPa,密度ρ=7850kg/m3,泊松比μ=0.3。轧辊外径D=120mm。
采用大型通用有限元分析软件ANSYS/LS-DYNA对轧制过程进行有限元建模和求解分析。在单元类型的选择上,轧件、轧辊均选择SOLID164显式单元。在材料模型的选择上,由于在冷轧状态下轧辊变形很小可视为刚性辊,因此轧辊选用刚体Rigid 材料模型。轧件选用经典双线性随动硬化Bilinear Kinematic(BKIN)材料模型。选用对称罚函数法接触算法,接触类型为Automatic Surface to Surface Contact,静摩擦系数μs=0.482,动摩擦系数μd=0.346,粘性摩擦应力VDC=650.67MPa,接触阻尼系数VDC=20,分别定义轧件和各个轧辊之间的接触。
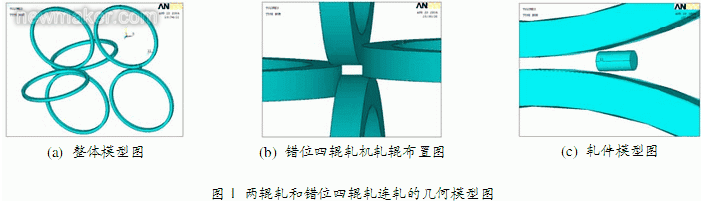
由于轧辊视为刚性辊,为了减少单元数量,缩短计算时间,在建模时一般将实体轧辊用辊面来代替。为了尽量与实际生产相一致且单元数目不至于过多,本文采用厚度、宽度均为5mm的圆环体来模拟实际轧辊。轧件用直径为2.7mm长度为5mm的圆柱体模拟。两辊轧和错位四辊轧连轧的几何模型如图1所示,(a)为两辊轧和错位四辊轧连轧的整体模型图,(b)为错位四辊轧机轧辊布置图,(c)为轧件模型图。
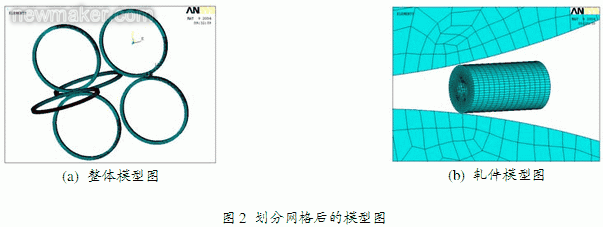
采用映射网格划分方法,单元类型为六面体单元,采用手动SWEEP方式划分网格。对于轧辊,由于轧件模型长度比较短,在仿真过程中,与轧件实际接触的部分不到1/4圆弧。因此,为了减少单元数目缩短计算时间,在轧辊的网格划分时,对整体划分较粗的网格,仅对要接触的1/4圆弧进行网格细化,宽度方向细分份数为5,1/4圆弧细化份数为100,单元大小为2mm,单元数目为23710。对于轧件,在长度和端面圆周上先对线条细分,长度方向上细分份数为15,端面圆周细分份数为60,单元大小为1mm,单元数目为8745。划分网格后的模型图如图2所示,(a)为整体模型图,(b)为轧件模型图。
3 仿真结果分析
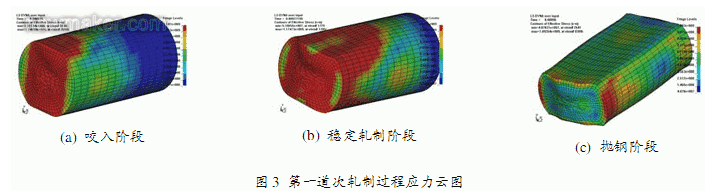
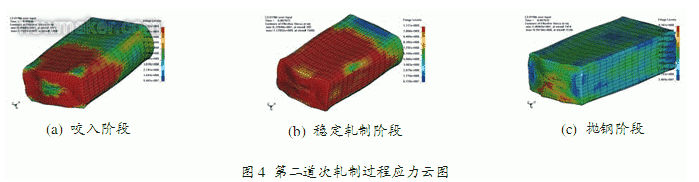
图3中的(a)、(b)、(c)分别为第一道次轧制过程中轧件咬入阶段、稳定轧制阶段、抛钢阶段的应力分布云图,并表示了这三个阶段轧件的变形情况。图4中的(a)、(b)、(c)分别为第二道次轧制过程中轧件咬入阶段、稳定轧制阶段、抛钢阶段的应力分布云图,并表示了这三个阶段轧件的变形情况。轧件应力云图中不同颜色区域对应着不同的应力大小,右侧应力标尺以科学计数法显示了不同颜色与不同应力值的对应关系,标尺的单位为Pa。
从图3(a)可知,轧件的头部出现了明显的双燕尾,咬入区域已被轧制成明显的楔状,与轧辊接触部分的单元发生了明显的变形,单元网格在长度方向上被拉长,但心部和两侧单元网格没有明显变化。当轧件头部上下表面的金属和轧辊相接触并被轧辊压下时,轧件头部端面为自由表面,对轧件金属变形的约束较小;轧件心部及两侧的金属未受轧辊挤压变形较小,金属遵循向阻力最小的地方流动的规律,因此在轧件头部形成了明显的双燕尾。
大应力集中在轧件头部的轧制区域以及与轧辊接触区域,头部两侧及未被轧制区域应力较小。从图3(b)可知,轧件头部的双燕尾较咬入阶段明显,在接触区域及其附近部分明显流动形成四分之一球体形状,轧制区域已被明显轧制成孔型形状,接触面的单元网格在长度方向上被拉长宽度方向上无明显变形,轧制区域心部的单元网格在宽度方向上被拉长长度方向上无明显变形,轧件两侧的单元网格无明显变形。
这说明在稳定轧制阶段,与轧辊接触的表面金属主要产生长度方向上的延伸变形,在轧制区域的心部主要产生宽度方向上的延伸变形。随着轧制的进行,大应力分布在轧制区域以及上下与轧辊接触的表面。从图3(c)可知,在轧件的头部和尾部均出现了明显的双燕尾,轧件侧面的中心部分略微鼓出,轧件已经完全被轧制成孔型形状,轧件心部的单元网格在宽度方向上产生十分明显的拉伸,在宽度方向上被明显的压扁,侧面及接触面的单元网格在长度方向上被明显拉长,所有网格变形基本同步。轧件在长度方向上的延伸系数为1.101,在宽度方向上的延伸系数为1.270,因此轧件在宽度方向上的变形更剧烈些。由于金属的弹性恢复导致轧件内部存在残余应力,约为1.093GPa。
从图4可知,第二道次轧制的金属流动规律与应力分布规律和第一道次基本相同。
经过第一道次轧制后,轧件在高度方向上已经成型,因此第二道次轧制时仅对高度尺寸起精整作用,主要的轧制变形发生在宽度方向上,轧件两侧的半圆弧部分被轧平,轧件已经完全被轧制成孔型形状,其截面为预期的矩形。轧件在长度方向上略有延伸,延伸系数为1.048。第二道次轧制完成后,轧件内部依然存在残余应力,约为0.971GPa,比第一道次轧制后的残余应力稍微小一点,这是因为第一道次为两辊轧两侧无约束,第二道次为四辊轧轧件四周均有约束,改变了轧件内部金属的三向应力状态。
4 结论
通过大量的理论摸索和实践探索,建立了合适的显式动力学有限元模型,对活塞环用精密型材的轧制过程进行了仿真,分析了轧制过程中金属的流动规律、轧件的变形情况和应力分布状态,为成型轧辊的制造改进以及优化生产工艺提供了指导,在生产现场作了两辊轧和错位四辊轧连轧实验,实验结果与仿真结果吻合较好,从而节省了大量的时间和费用。同时也表明显式动力有限元方法可以很好地运用于精密型材冷态成型轧制过程的三维仿真。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















