















































软件

产品


1 引言
铝合金由于其比重小、比强度高、延展性优良、导电性好和耐蚀性强、易成型加工等优异的物理、化学性能,成为金属材料中使用量仅次于钢铁的第二大类材料。铝合金在自然条件下会自发形成的一层致密的氧化膜,其厚度一般在5nm以下。虽然铝合金表面的自然氧化膜被破坏后可以立即自动修复,但是因为其厚度较薄,所以其耐蚀性和耐磨性都有限。为了满足现代化工业的要求,必须对铝合金进行适当的表面处理,而阳极氧化是铝及铝合金最常用的表面处理手段。
2 定义
铝及其合金的阳极氧化是指将铝试样置于特定的电解液中,以铝试样作为阳极,以不锈钢或铅作为阴极,对其进行通电后在铝试样表面会生成一层氧化膜的方法。
3 阳极氧化膜的分类
按照铝材的最终用途可以分为建筑用铝阳极氧化、装饰用铝阳极氧化、腐蚀保护用铝阳极氧化、电绝缘用阳极氧化和工程用铝合金氧化(如硬质阳极氧化)等;按照电源波形特征可以分为:直流(DC)阳极氧化、交流(AC)阳极氧化、交直流叠加(DC/AC)阳极氧化、脉冲(PC)阳极氧化和周期换向(PR)阳极氧化等;按电解液分有:硫酸阳极氧化、草酸阳极氧化、铬酸阳极氧化、磷酸阳极氧化和混合酸阳极氧化;按氧化膜的功能可分为:耐磨膜层、耐腐蚀膜层、胶接膜层、绝缘膜层、瓷质膜层、装饰膜层等。
4 阳极氧化膜的结构
铝的阳极氧化膜有两大类:壁垒型阳极氧化膜和多孔型阳极氧化膜。壁垒型阳极氧化膜是一层紧靠金属表面的致密无孔的薄阳极氧化膜,其厚度取决于外加的阳极氧化电压,但一般非常薄,通常小于1μm,主要用于制作电解电容器。多孔型阳极氧化膜由两层氧化膜组成:底层是与壁垒膜结构相同的致密无孔的薄氧化物层,叫做阻挡层,其厚度只与外加阳极氧化电压有关;主体部分是多孔结构,其厚度取决于通过的电量。
铝阳极氧化的成膜研究于19世纪末从铝的壁垒膜开始,其生成规律和机理等许多方面都已比较完整和清楚,至20世纪中叶Bernard建立了壁垒型阳极氧化膜生长的数学公式,研究比较深入。目前壁垒膜的研究已经延伸到几种氧化过程的协同作用,比如水合氧化或热氧化再加上阳极氧化等,其研究背景都从提高电解电容器的性能出发。
对于多孔阳极氧化膜的结构,最早的模型的是由Kellar 1953年提出的。Kellar 认为阳极氧化膜由两层组成,其中与基体结合的膜层为阻挡层,它是无孔致密的;阻挡层上面的膜层称为多孔层,由许多六角柱形的结构单元组成,如图1所示。Keller 模型的星形孔洞形态目前已被修正为圆形,但他们提出结构单元为六边柱体的观点在今天仍然具有参考价值。
表1 多孔型阳极氧化膜的研究进展
| 发表日期 | 理论/模型 | 研究者 |
| 1953 | 蜂窝状结构模型 | Keller等 |
| 1961 | 三层结构模型 | Murphy |
| 1970 | 酸性场致溶解理论 | O'Sullivan和Wood |
| 1978 | 两层结构模型 | Thompson和Wood |
| 1985 | 临界电流密度理论 | Xu |
| 1986 | H2SO4的新结构模型和Heber模型 | Wada和 Heber |
| 1997 | PAA理想结构模型 | Masuda |
| 2006 | Butler-volmer结构模型 | Singh |
| 2007 | 阻挡层击穿模型 | Huang |

图1 Keller模型
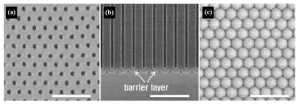
图2 多孔阳极氧化膜的SEM图
a) 上表面;(b) 纵截面;(c) 阻挡层
5 恒电流阳极氧化过程
阳极氧化膜的生长过程一个复杂的生长机理,受到很多因素的影响,比如电解液性质、浓度及种类、反应温度与时间、材料表面成分及性质、电流密度、工作电压及形式。这里只介绍恒电流下多孔型阳极氧膜的形成过程。
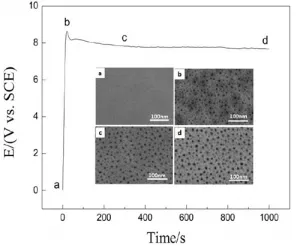
图3 多孔型阳极氧膜多孔型阳极氧膜形成过程中电压与时间的关系变化曲线以及对应点的表面形貌
5.1 阳极氧化的第一阶段——阻挡层的形成阶段:ab段
在反应初期阶段,电压随着时间急剧增加到最大值,铝表面形成一层致密的氧化膜,这层氧化膜称为阻挡层。阻挡层具有较高的电阻,阻碍反应的进行。阻挡层越厚,膜电阻越大。此时阳极主要发生的反应分为膜的生成反应(2Al+3H2O-6e-→Al2O3+6H+)和膜的溶解反应(2Al+6H+→Al3++3H2和Al2O3+6H+→2Al+3H2O)。这时膜的生成速度远远大于膜的溶解速度,故阻挡层厚度逐渐增加。由于电流恒定以及单位厚度的阻挡层的电阻一定,故形成电压逐渐升高。
5.2 阳极氧化的第二阶段——多孔层形成阶段:bc段
由于在电解过程中阻挡层分布不均导致电场分布不均匀,局部过热。在这些区域电解液对氧化膜层的溶解速度快,从而在氧化膜表面形成规则排列的孔核。在孔核处,电解液与基体金属距离减小,造成尖端放电,电压相应降低。
5.3 阳极氧化的第三阶段——稳定阶段:cd段
这时阳极氧化膜的生成速度与阳极氧化膜的溶解速度达到动态平衡,阻挡层的厚度保持不变,并不断向铝基体推移。同时在多孔层外侧与电解液的界面处氧化铝膜也在溶解,但只是一般的化学溶解,溶解速度很缓慢,因此多孔层不断地增厚。
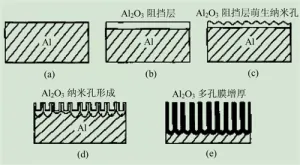
图4 多孔氧化膜生成过程示意图
6 阳极氧化膜制备工艺
铝合金阳极氧化的常用工艺有:硫酸阳极氧化工艺、铬酸阳极氧化工艺、草酸阳极氧化工艺和磷酸阳极氧化工艺。当采用不同的电解液时,所得到的氧化膜在外观、性质等各方面都有很大的差别。在实际生产中,需要根据使用目的,选择合适的阳极氧化工艺。
6.1 硫酸阳极氧化
目前国内外广泛使用的阳极氧化工艺就是硫酸阳极氧化。硫酸阳极氧化生成成本低、工艺简单、时间短、生产操作易掌握、膜透明度高、耐烛性和耐磨性好,与其他酸阳极氧化相比,在各方面具有明显优势。由于硫酸交流阳极氧化的电流密度低,得到的氧化膜质量差,因此目前国内外大多采用直流硫酸阳极氧化。硫酸阳极氧化的工艺流程为:机械抛光→除油→两次清洗→化学抛光或电解抛光→两次清洗→阳极氧化→两次清洗→备染。
6.2 铬酸阳极氧化
铬酸阳极氧化工艺最早是由Bengough和Staurt在1923年开发的(简称B-S法)。铬酸阳极氧化得到的膜较薄,一般厚度只有2-5μm,能保持工件原有的精度和表面粗糙度。膜层质软,耐磨性不如硫酸氧化膜,但弹性好。另外膜层不透明,孔隙率较低,很难染色,在不做封孔处理也可以直接使用。铬酸溶液对铝合金的溶解度低,使得针孔和缝隙内残留的溶液对部件的腐蚀影响小,使用于铸件、铆接件和机械加工等表面处理,该工艺在军事装备上也用得很多。
6.3 草酸阳极氧化
草酸阳极氧化工艺早在1938年以前就为日本和德国广泛采用。因为草酸对铝及铝合金的溶解度较小,所以氧化膜的孔隙率较低,因此膜的耐蚀性、耐磨性和电绝缘性比硫酸膜好。但草酸阳极氧化成本高,一般为硫酸阳极氧化的3-5倍;而且草酸氧化膜的色泽易随工艺条件变化而变化,使产品产生色差,因此该工艺在应用方面受到一定的限制,一般只在特殊要求的情况下使用,如制作电气绝缘层。
6.4 磷酸阳极氧化
磷酸阳极氧化时最早用于铝材电镀的一种预处理工艺。由于氧化膜在磷酸电解液中溶解比硫酸大,因此磷酸膜薄(厚度约3μm),同时孔径大。因磷酸膜有较强的防水性,可阻止胶黏剂因水合而老化使胶接剂的结合力比较好,所以主要用于印刷金属板的表面处理和铝工件胶接的预处理。
随着科学技术的发展,为了紧随环保理念或者为了提高阳极化膜的某一方面的性能,亦或者为了降低生产成本,阳极氧化膜由传统的一种酸化阳极化膜逐步发展为混酸阳极氧化膜。
7 结语
阳极氧化赋予了铝及铝合金更好的耐蚀性、耐磨性以及装饰性和电绝缘性,是目前应用最广的铝及铝合金表面处理技术。由于铝合金的阳极氧化膜的多孔性,目前越来越多的研究聚焦在多孔阳极氧化膜的功能特性上,比如通过在其纳米级微孔中沉积各种性质不同的物质,如金属、半导体、高分子材料等来制备新型功能材料、纳米线、纳米管等;利用其孔径大小均一、分布较窄的多孔结构,研制新型的超精密分离膜。随着认识的进一步加深,铝合金的阳极氧化技术在功能器件上的应用会更加广泛。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















