软件

产品


中频感应炉炉衬质量的好坏直接决定其使用寿命以及生产效率的高低。中频炉冶炼相比其它冶炼工艺具有流程短,生产调节方便的特性,但是中频炉结构复杂,感应线圈通水冷却,对中频炉捣打料质量要求较高。如果干式捣打料质量不好,极易出现漏钢、爆炸等安全事故。
随着短流程炼钢以及不锈钢冶炼的快速发展,对高质量的中频炉干式捣打料需求量越来越大。刚玉具有熔点高,热膨胀系数小,热态体积稳定性好,且具有优良的耐蚀性。由于刚玉在高温下与镁砂反应生成尖晶石,产生体积膨胀,从而可有效抑制刚玉基炉衬的龟裂。
铝镁质捣打料以电熔刚玉为主要原料,加入适量镁砂和添加剂。使用刚玉一氧化镁质捣打料作炉衬材料,受炉衬热面龟裂明显得到控制,微裂纹明显减少。目前,铝镁质捣打料逐渐成为中频炉炼钢的首选炉衬材料。
试验
1原料
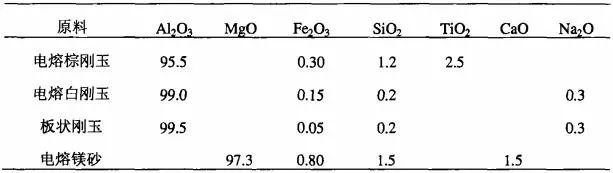
以电熔棕刚玉、白刚玉、板状刚玉、镁砂为颗粒料,镁砂细粉、刚玉细粉为粉体,添加高温复合促烧剂,硼酸作为外加剂,通过调节颗粒级配,将各原料混合均匀。将硬纸卷成直径60*80mm的纸筒,放入内径为84*87mm的坩埚内,纸筒与坩埚之间填满1~0.5mm的白刚玉细颗粒。将混合均匀的干式料倒入纸筒内,捣打密实,制成直径60*60mm干式捣打料试样。各原料的化学组成如表1所示。
表1 试验原料化学组成(w)%
2试验方法
本试验测量干式捣打料规程密度的方法为:制作一个直径80*80mm的标准钢桶以及一个内径为80*30mm的钢圈,可以在上方套住直径80*80mm标准钢桶。如图1所示。将混合均匀的干式捣打料放入钢桶内,在振动台上震动1分钟后,移去钢圈,刮平表面,测定捣打料堆积重量,根据公式1计算干式捣打料的堆积密度。
ρ=m/V
其中,ρ为干式捣打料的堆积密度(g·cm⁻³),m为钢桶内捣打料质量(g),V为钢桶体积(cm3)
将坩埚内捣打密实的干式料,分别在1000℃3h,1200℃3h,1350℃3h,1600℃3h条件下热处理,对1600℃3h烧后试样的直径线变化率、高度线变化率、体积密度以及耐压强度进行检测。并对现场使用后的干式捣打料残衬进行显微结构观察。
检验结果与讨论
1颗粒级配对干式捣打料性能的影响
合理的颗粒级配使干式捣打料施工后致密度高,烧结时体积变化小,强度高,抗热震性好,不易产生裂纹。合理的颗粒级配可以提高捣打料的抗热震性能以及抗化学侵蚀性能,捣打料粒度配比也关系到施工后中频炉工作衬的烧结质量。
干式捣打料的颗粒级配与球体最大堆积原理一致,根据不同尺寸颗粒自由堆积排列达到最高致密度的Dinger的模型:
其中,df是粉体中最小的颗粒尺寸,氏是最大的颗粒尺寸,d为某颗粒尺寸,CNPF是小于该尺寸的颗粒的累积百分数。Dinger的模型说明了如果粉体颗粒的尺寸分布符合该条件,则可以达到最大的堆积密度,并给出了能够达到最大堆积密度的n值为0.37。
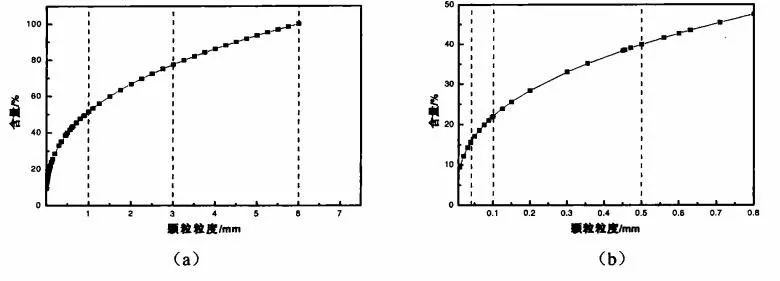
图2为dc为6mm,df为0的Dinger的模型粒度分布曲线图。
图2 Dinger理论粒度分布图
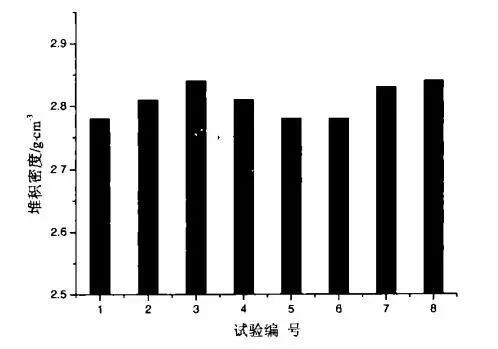
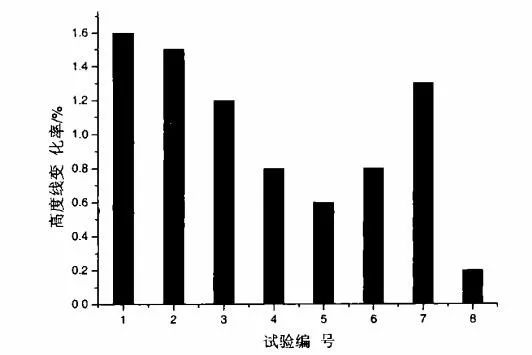
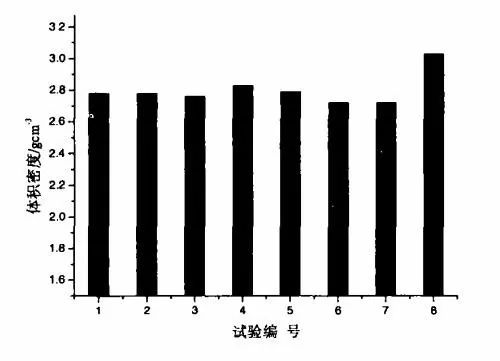
以Dinger理论分布为依据,对颗粒级配做微调整,配制干式捣打料,具体配比如表2所示。各组配比制备的干式捣打料堆积密度如图3所示。经1600℃3h烧后试样的各项性能如图4一图8所示。
▲表2 试验配比(W)%
▲图3 试样的堆积密度
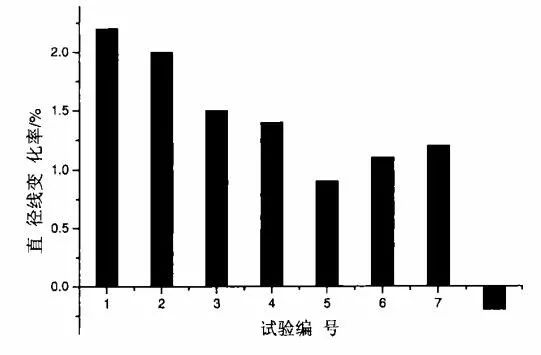
▲图4 试样的直径线变化率
▲图5 试样的高度线变化率
▲图6 试样的显气孔率
▲图7 试样的体积密度
▲图8 试样的耐压强度
试验结果表明:试样1号一8号振动堆积密度为2.8g·cm⁻³左右,差别不大。经过1000℃3h后,试样都没有脱模强度,说明在1000℃时试样不会烧结。各试样经过1200℃3h后有一点脱模强度,8号几乎没有强度,在1200℃时试样会产生少量的烧结,但烧结强度很低。
各试样经过1350℃3h后,具有一定的烧结强度,8号强度最低,其余试样强度基本按照1*7组试样的强度在增加,说明在1350℃时试样已经产生了部分烧结。烧结强度随着镁砂细粉含量的增加而增大,试样只是部分烧结。经1600℃3h烧后,没有添加镁砂的8号试样体密最大,材料的线变化最小,烧结强度较低,可以看出镁砂对于捣打料的烧结强度贡献较大。
干式捣打料中,增加粗颗粒添加量可以提高试样抗热震性,但是粗颗粒添加比例过高会降低试样的烧结性能和烧后强度。细颗粒可保证试样经高温烧结后内部气孔较少且尺寸较小,使试样具有良好的致密性,但是细颗粒添加比例过高会使试样烧后产生较大裂纹,试样收缩率过大会降低抗热震性。综合各配比情况,第4组配方综合性能较好。
2复合高温促烧对干式捣打料性能的影响
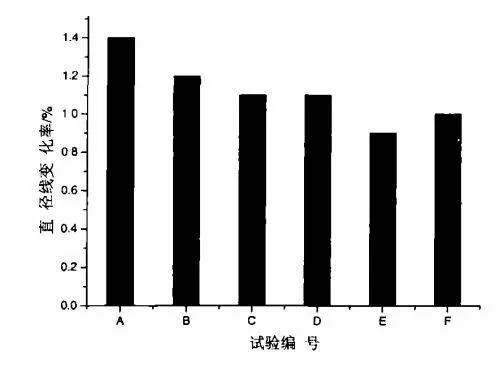
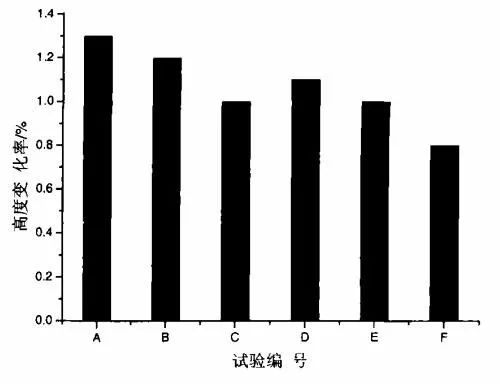
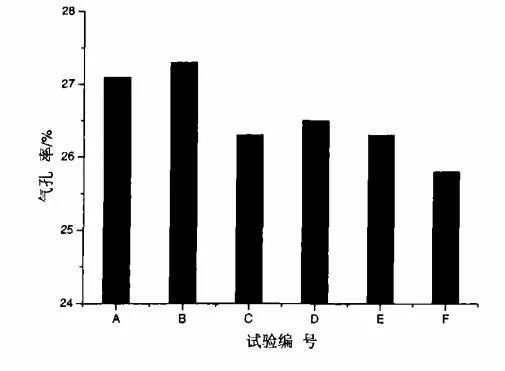
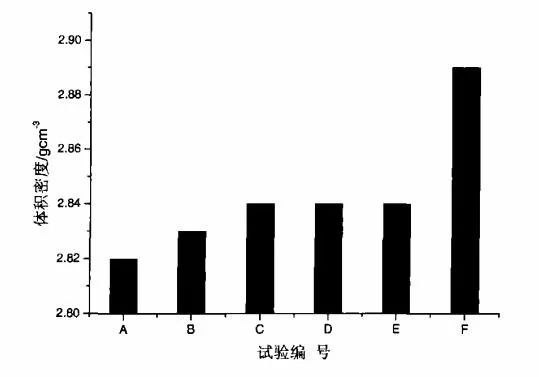
改变复合高温促烧剂的加入量,其他配比不变,具体配比如表3所示。对试样A一F经1350℃3h烧结后试样再经1600℃3h烧后性能检测,试验结果如图9一图13所示。
在通常情况下,镁铝尖晶石开始形成温度为1400℃,到1500℃时才大量形成。而要形成尖晶石网络,烧结温度要大于1600℃。通过试验可以看出,加入适量硼酸后,在1350℃时已有尖晶石形成,硼酸可以在较低温度下促进尖晶石形成,1600℃镁砂细粉已完成大部分尖晶石的转变,并充分发育,形成网络包围着刚玉颗粒,从而提高了炉衬的耐压强度。
▲表3试验配比
▲图9 试样的直径线变化率
▲图10 试样的高度线变化率
▲图11 试样的气孔率
▲图12 试样的体积密度
▲图13 试样的耐压强度
C组试样中、高温强度较高,线变化率比较合理,该配比试样在1000℃以下为粉状,1200℃下稍微有点强度,在1350℃下材料有一定的强度,在1600℃下有较高的烧结强度,可以满足中频炉捣打料各方面要求,接触钢水部位有较高的强度,达到了致密烧结。
在使用过程中,与钢水或渣接触的工作面材料中的镁砂细小颗粒可以持续和基质中氧化铝细粉反应生成尖晶石,可以改善材料的抗钢水或渣的渗透,同时可以抵消材料在烧结时的收缩,减少材料烧结层与半烧结层之间的结构应力,增强材料的抗剥落性能。因此,选择C组配比作为工业现场试验用料的配比。
现场使用情况
1干式捣打料现场施工
按照C组试样的配比生产出一批干式捣打料在某厂st中频炉上试用。干式捣打料筑炉施工是一项精细的工作,仅有好的炉料,如果筑炉施工不好也不能达到高的使用寿命,现场施工工艺如下:
(l)打结炉衬前,首先将绝缘层破损部位修补平整,然后在炉子线圈绝缘层内铺设一层石棉布。
(2)打结炉底:先固定好炉底透气塞透气装置,再以透气砖为中心放置适当直径的圆筒,圆筒内放入透气炉底捣打料,捣打致密,圆筒周围填入普通捣打料。炉底分多次填砂,一般填砂厚度不大于100mm·次-1,打结时注意保证施工后各处密度均匀,预防烧结后炉衬密度差别较大引起开裂。
(3)打结炉壁:炉壁承受着高温钢液静压力、冲刷力、内外温差应力以及钢液的渗透与侵蚀作用等,打结炉壁时特别要注意保证料的密度均匀,避免引起分层。炉底打结达到所需高度时刮平,放入钢制型模,对准中心后固定型心开始打结炉壁。调整周边间隙相等后用三个木楔卡紧,中间吊重物压上,避免炉壁打结模具产生位移。要求炉壁捣打时每次填料不超过12cm,每一层打结要求均匀、致密,每层打结完后炉料表面要刮毛,使打结后的炉衬不会产生明显的分层,这样烧结后才可能得到优良的工作面。打结密实后的炉底与炉壁如图14所示。
图14 打结密实的中频炉炉底与炉壁
(4)烘烤与烧结:炉衬打结完成后在钢模具内加入废钢以增强感应圈加热作用,钢模具留在炉内,化钢时同废钢一同熔化。第一次使用在加热时,控制升温速度,防止炉衬在烧结时产生裂纹。通过低功率送电产生较为平稳的电磁力,使炉衬上下受热均匀。
从室温至1630℃共烘烤了10h,烘烤良好,钢水液面已经达到正常工作液面。1630一1710℃升温lh,1700℃左右保温lh,冶炼期间最高温度超过1730℃,出钢后观察炉衬。使用后的炉衬表面光滑,烧结良好。根据该厂的生产安排,从2011年12月29日至2012年2月6日使用试验,白班生产,晚上停炉,每天生产3炉左右,春节放假10天,随后使用70炉后因设备故障检修,捣打料的使用寿命已达到该厂历史上最好的使用炉次。接着使用捣打料的使用效果仍然很好,完全满足了工厂生产的要求。
2使用后结果分析
1)据拆炉后观察,未烧结层、半烧结层、烧结层界限分明,未烧结层有3一5cm厚,炉衬总体强度很好,炉衬表面比较光滑,在使用中形成尖晶石产生的膨胀与烧结产生的收缩相匹配,炉壁几乎没有从底部长起,损毁也比较均匀,拆炉时没有发现炉衬有明显的裂纹。拆炉后,炉壁捣打料如图15所示。
图15 拆炉后的捣打料
2)使用后拆下的炉壁与钢水接触部位己经完全烧结,体积密度为3.03g·cm⁻³,显气孔率为17.7%。材料在高温下烧结以及炉壁受到的钢水静压力对材料的致密化都产生了积极的作用。
3)通过对残衬的显微结构分析,如图16所示,捣打料与渣接触面生成大量尖晶石,降低了材料的气孔率,从而提高了材料得抗渣侵蚀性能,同时尖晶石的生成还可以提高材料的抗热震性能。
图16 渣线部位残衬的显微结构照片
结论
1)通过加入适量的镁砂提高干式捣打料的高温烧结和使用性能,通过添加促烧结剂改善炉衬的烧结情况,通过合理颗粒级配提高捣打料的致密度,成功开发出一种新型中频炉捣打料配料。
2)捣打料中促烧结剂的加入量应适量,在保证捣打料使用时产生足够的强度同时,又不能显著降低材料的高温性能。
3)通过选择适宜的骨料、颗粒级配以及促烧结剂配制的捣打料在8t中频炉使用时,烧结层、半烧结层、未烧结层的厚度合理,没有明显的裂纹产生,使用寿命长,完全满足了生产需要。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020