















































软件

产品


简介
作为落煤和装煤的主要工作机构,螺旋滚筒可直接影响采煤机的工作性能。近年来,已对采煤机螺旋滚筒的设计和工作性能开展了大量的研究项目。这些成果为提高采煤机的运行效率提供了参考。
螺旋滚筒在复杂煤层条件下运行时,非线性和强耦合冲击载荷会对螺旋滚筒本身以及采煤机关键部件的可靠性产生巨大影响。为此,我们的研究人员基于 CAE 模型和 EDEM 离散元仿真分析软件的刚柔耦合,利用经过改进的粒子群优化算法来提高螺旋滚筒的综合性能。
通过刚柔结合对采煤机进行建模和仿真
采煤机工作时,作用在前滚筒上的载荷要大于后滚筒,因此前截割截面是本项目的主要关切目标。依照前苏联的破煤理论,并根据项目组开发的“载荷仿真程序”,采煤机的截深为 800 mm,滚筒转速为 58 r/min,牵引速度为 10 m/min。
研究团队用 Pro/Engineer 建立采煤机模型,并将其导入到全球最值得信赖的多体动力学软件 MSC Adams 中。然后用有限元软件生成螺旋滚筒和行星架柔性体,替换 Adams 模型中的相应刚性部件。在添加了约束条件、接触点及虚拟样机驱动力之后,含刚性部件和柔性部件的采煤机 Adams 模型如图 3 所示。
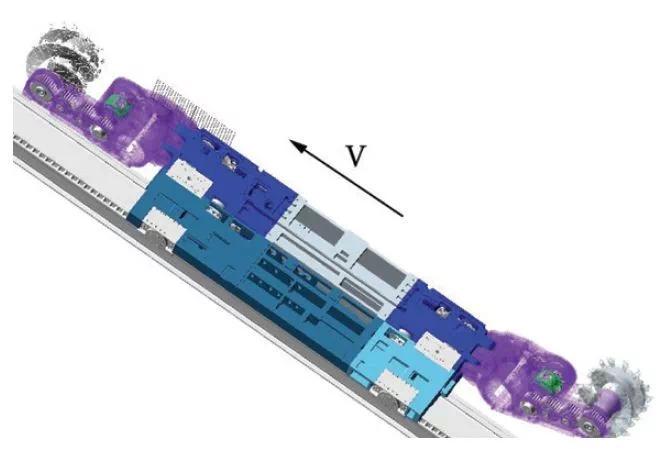
图3.MSC Adams中的采煤机虚拟样机
下一步将来自真实实物试验的初始载荷正确导入到 Adams 模式中,以确保用于仿真的边界条件与现实相符。图 4 至图 6 给出了一些仿真结果,显示了前滚筒上的应力分布、最大应力曲线以及滚筒齿的应力图。行星架的应力图和应力曲线如图 7 和图 8 所示。
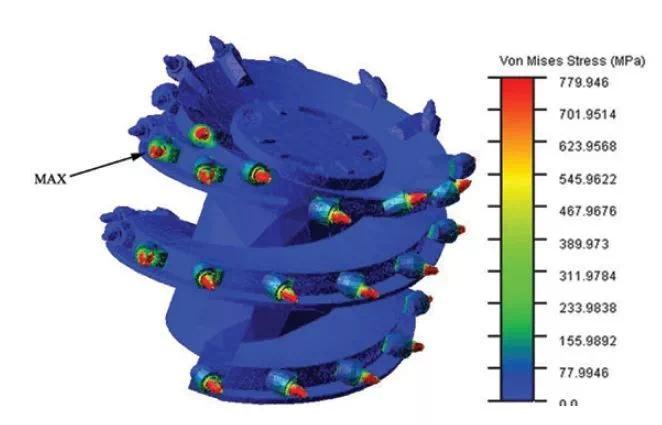
图4.前滚筒上的应力分布
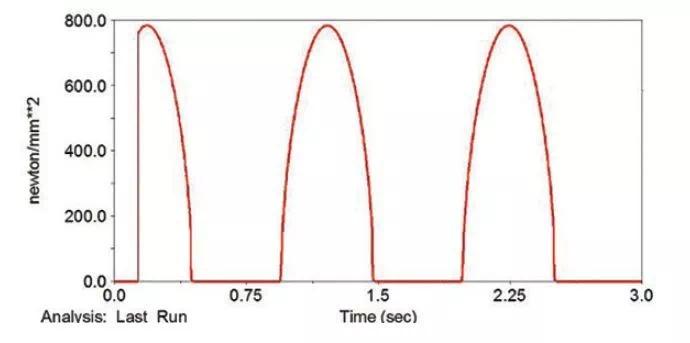
图5.螺旋滚筒的最大应力曲线
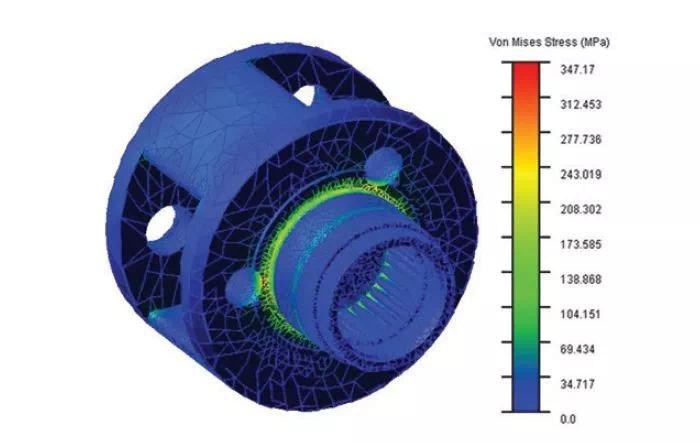
图7.行星架上的应力分布
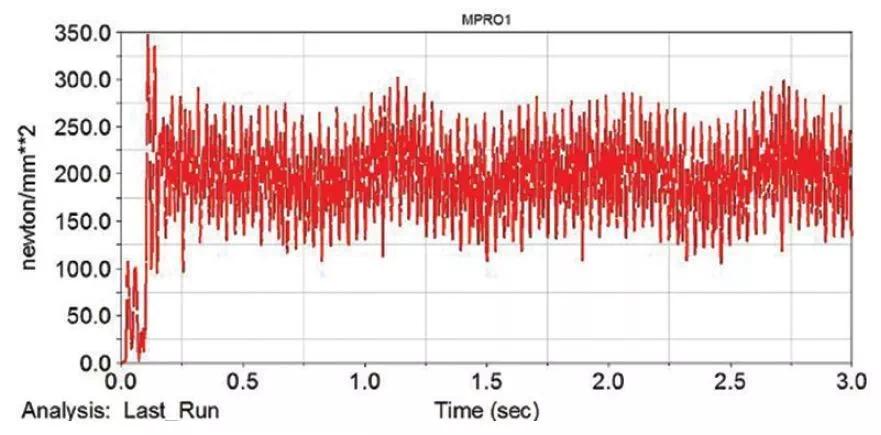
图8.行星架的应力变化历程曲线
从图 4 至 图 6 可以看出,螺旋滚筒的最大应力值为 779.946 MPa,计算出的安全系数为 1.635。最大应力值节点位于第 12 条剖面线的第 24 个齿上。如图 7 和图 8 所示,行星架的最大应力值为 347.17 MPa,因此安全系数为 1.872,最大应力点出现在行星轴的孔洞处。
用 EDEM 软件预测采煤机的运煤性能
依照采煤理论,选择 Hertz-M 接触模型进行仿真。在 EDEM 软件中设置材料参数以及滚筒与采煤工作面之间的接触参数。根据滚筒样机和滚筒模型的开采条件,煤炭颗粒设备如图 9 所示。
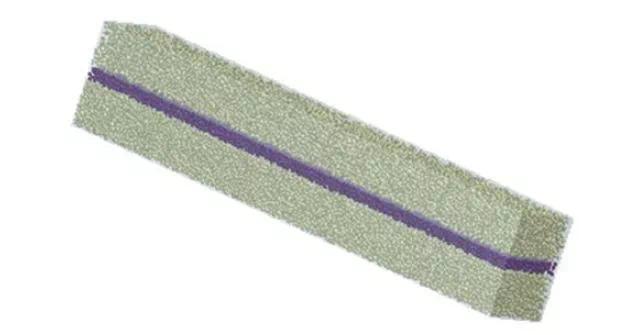
图9.EDEM中的煤炭颗粒装置模型
将采煤机的 CAD 模型以 IGES 格式导入 EDEM 之后,仿真模型如图 10 所示。
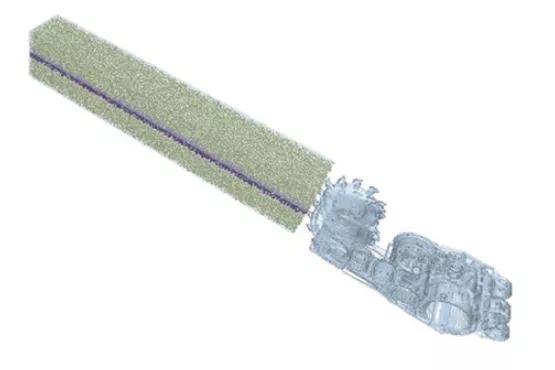
图10.包含采矿机和煤炭块料的EDEM模型
如图 11 所示,在正常操作条件下,成功的装煤颗粒数为 9,476,未成功的装煤颗粒数为 5,964。装煤成功率为 61.37%。根据实际使用 MG400/951-WD 采煤机的实物试验结果,装煤率超过 60%。通过应用离散元法,该采煤性能仿真结果为采煤机螺旋滚筒的可靠性设计提供了明确的数据支持。

图11.EDEM中的装煤效果仿真
改进螺旋滚筒的稳健设计
螺旋滚筒的结构参数会对其工作性能产生影响。因此,要想改进滚筒的性能,就必须对螺旋滚筒的稳健设计进行优化。
经过优化设计后,会得到新的螺旋滚筒模态中性文件,然后将其导入到 MSC Adams 中,以便进行有限元分析—多体动力学耦合仿真分析从图 12 中可见,经优化的螺旋滚筒的最大应力为 735.841 MPa,比以前的设计低 5.65%。行星架的最大应力值为 332.117 MPa,比以前低 4.34%。螺旋滚筒设计变量的这些变化可减少截割抗力,从而降低了作用在关键零部件上的载荷。
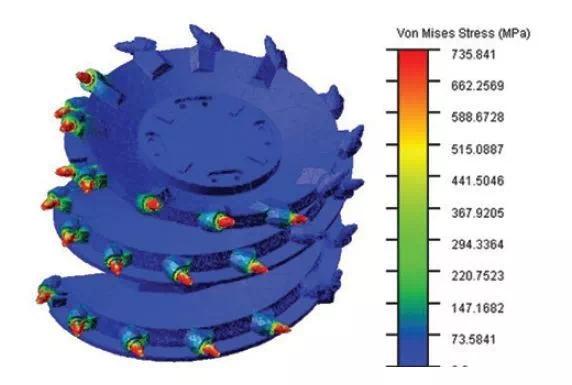
图12.优化后螺旋滚筒的应力分布
总结
这种基于仿真的设计结果表明,结构参数对螺旋滚筒可靠性的负面影响有所降低,并且提高了螺旋滚筒的综合性能。优化后的螺旋滚筒满足设计要求。2015 年 6 月,这种经过改进的采煤机完成制造,已在兖州煤业的鄂尔多斯矿区正式投入运行。单机年产量已达 120 万吨。该采煤机工作稳定可靠。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















