















































软件

产品


前几天跟一位同行聊起熔接线,他们上游客户对熔接线要求很高,问能否根除此缺陷?这样棘手的问题,大家可能都有过类似的经历,今天小编就来跟大家聊聊结合线,谈谈结合线产生机理,谈谈熔接线的前世今生,谈谈熔接线的解决对策。
熔接线,又称熔接痕、结合线等,熔接线是由于来自不同方向的前沿部分被冷却的熔融树脂,在结合处未能完全融合而产生的。常常出现在两股料流汇合处,或者一股料流绕过制件上某些几何形状(如孔)后重新汇聚的地方。浇口1和浇口2的料流最后在产品表面形成熔接线,如图1所示。
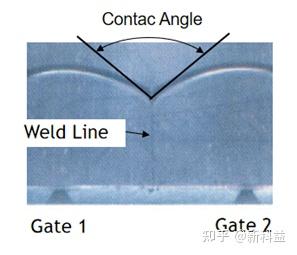
图1 熔接线
再来看在熔接线形成前夕熔体流动形态,由于模具温度相对熔体温度很低,因此表层会形成一层冻结层,汇合后最后出现一个缝隙,塑脂无法完全复制模具表面。较高的熔体温度会产生较好的补缩效果,但表层塑料分子链的取向不会重叠,于是就产生了熔接线,如图2所示。
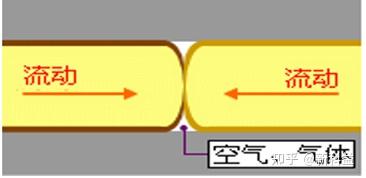
图2 熔接线复制情况
熔合处的两股树脂流并不会相互混合(因为在喷流中一边半固化一边前进),因此如果温度偏低,表层就会变厚,纹路很明显,而且强度也会降低,这是因为两者的粘合力变弱所致。
结合线主要带来两方面的问题,第一是结构问题,零件在熔接线处破裂或变形的可能性更大,尤其在熔接线质量很低的时候。在零件承受应力的区域,此弱点是更为严重的问题。第二是外观可见瑕疵,熔接线可能导致零件表面出现线条、凹槽或颜色变化。如果熔接线位于非关键零件表面上(例如底部),这可能就不成问题了。
第一,温度,两股树脂流相遇时便会出现熔合。此时,两者的温度越低,熔合就越明显。相反,如果两股树脂流的温度较高,粘合力便会增强,外观也就变得不很明显。
第二,压力,在熔合处,两种熔化了的树脂受到挤压,此处的粘合状况取决于施加在该处的压力。保压越低,熔合就越明显,强度也就越低。随着固化的进行,压力传递会变得更加困难。此外,如果浇口流道尺寸变小,浇口位置变差的话,则熔合的外观和强度都会恶化。
第三,角度,两股料流前锋汇合时,角度越小熔接线越明显,角度越大,熔接线越不明显。在Moldflow里熔体聚合角度小于 135 °时形成熔接线,大于135°时形成熔合线,熔合线肉眼不可见,可以接受。
第四,排气,熔合是树脂的合流点,同时也可能是流动末端。此时,如果不在该位置很好地设置一个排气口来排出气体,则会使熔合的外观和强度变差。
第五,充填速度,填充速率过慢时,熔体流动前沿无法到达填充末端,熔体距离浇口越远越容易冻结,从而使得熔接线质量偏低。或者流长太长,在末端形成结合线时,熔体前沿温度降低过大,导致熔接线质量偏低。
第一,提高温度
熔体温度偏低,提高熔体温度,让两股料流前沿更好地熔合,但需要注意不要超出材料的降解温度;模具温度偏低,提高模具温度,让料流前沿更好地熔合。熔体形成冻结层的根源是温度低于材料转化温度,如果提高温度使得模温高于转化温度,那么熔接线从根本上得到解决。
从技术上,即冷即热和电磁加热的工艺都能实现上面描述的效果,当然成本也比普通模具要高,图3高光模具的熔接线效果,左边是普通模具,右边通过即冷即热将模温升高到150℃以上,材料转化温度约145℃。

图3 熔接线对比
第二,针对填充末端压力不足
如果填充末端压力偏低,提高保压压力可使两股熔体前沿更好地熔合;这样温度最高的料流前沿会在型腔壁相遇,这些区域也将获得最大保压压力,确保塑料剪切变稀的属性发挥作用。
第三,针对角度过小,调整产品壁厚或者浇口的位置,使得熔体汇合角度加大。
第四,对于困气,在填充末端增加排气可使两股熔体前端更好地结合。应确保排气位置正确,位置不当的排气起不到排气作用。
第五,对于填充速率过慢,确保塑料剪切变稀的属性发挥作用,提高填充速率会让料流前沿温度升高,增大剪切变稀的效果,从而提升结合线的强度。
填充距离过长时,需注意填充距离不宜过长(L/T =长度比壁厚,应该小于250∶1),如果 L/T 大于 250:1,通常被视为薄壁成型。可以减少流长比或者增加新的浇口,当然这样可能又会产生新的熔接线浇口位置不当。
在Moldflow里熔体聚合角度小于 135 °时形成熔接线,大于135°时形成熔合线。下面分享某公司总结的经验,在熔接线汇合角度<75°,熔接线可见,角度大于75°时不可见,如图4所示。同时,各企业可以结合自己产品的外观要求、结构特点和材料种类,总结适合自己企业的行业标准。
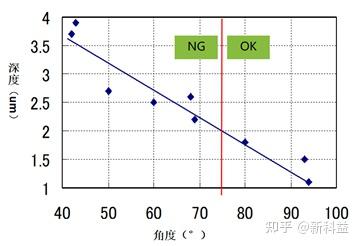
图4 熔接线角度与深度
成型条件有助于确定熔接线或熔合线的质量,熔接线强度受到熔接线形成温度及在零件冻结之前一直施加到焊接上的压力的影响;在熔接线形成时压力为 0(零),通常情况下,熔接线形成时的熔体温度不低于注射温度下 20°C,可形成“优质”焊接。
如果要看熔接线强度对于产品结构的影响,预测强度折减系数的熔接面,可以执行熔接线强度分析,在分析前,需要测试材料的熔接线强度属性,如图5所示。

图5 熔接线强度属性
有了熔接线强度的属性,执行Moldflow流动保压分析,然后将熔接线结果导入Ansys或者Abaqus里进行分析,就可以预测熔接线对于产品结构强度有多大影响。结合线强度分析,会在以后的文章中分享,这里就不做过多的介绍。
熔接线的产生和产品的结构、模具设计、工艺和材料息息相关,有孔或者多浇口情况下,熔接线难以避免,可以通过工艺可以淡化熔接线,但彻底消除熔接线需要采用高光模,同时需要知道熔接线对于产品结构强度的影响,可以做熔接线强度分析加以预测。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















