















































软件

产品


FANUCG01原厂说明如下
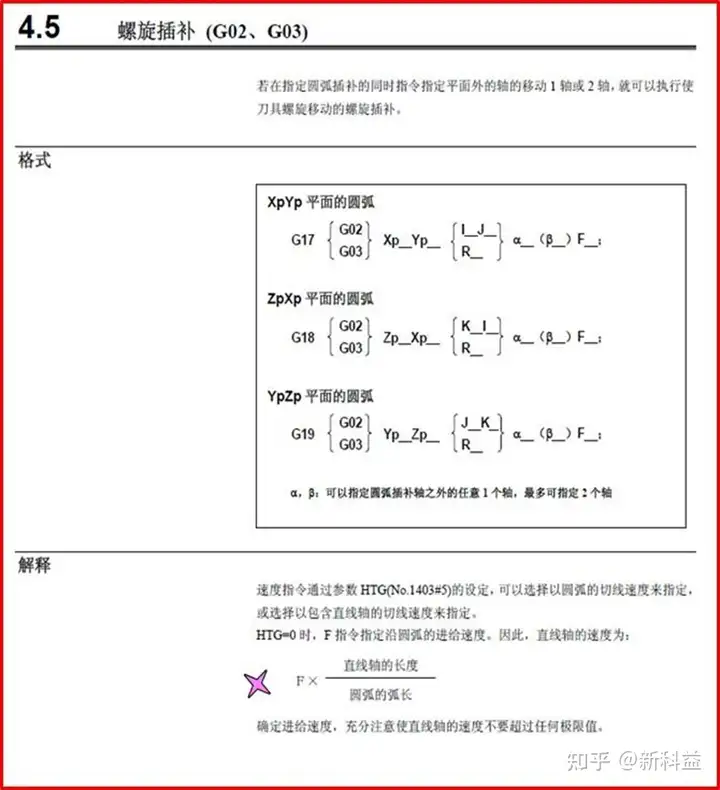
FANUCG02G03原厂说明如下
FANUC G02 G03 FEED
圆周长公式
π= 3.1415
π(pi) x DIA(直径) = L (circumference)
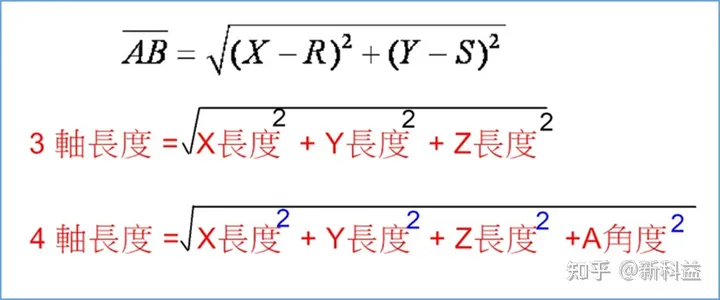
点距离公式:
设 A(X ,Y) ,B(R ,S) 为平面上两点处
L = AB = √(X2-X1)2+(Y2-Y1)2
距离公式:
G01F速度:

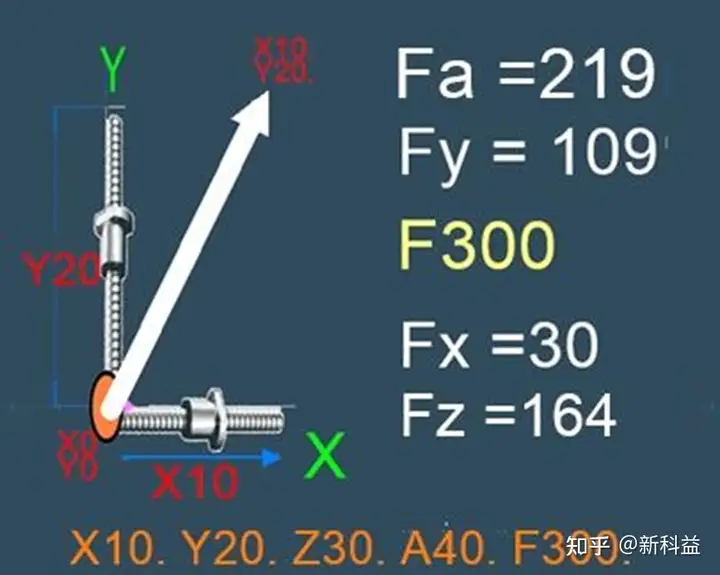
G90 G01 X10. Y30. F300.
G90 绝对坐标为 G01 直线移动到坐标位置 (巴士站点)
G91 G01 X10. Y30. F300.
G91 增量长度为 G01 直线移动之长度的长 (巴士路程)
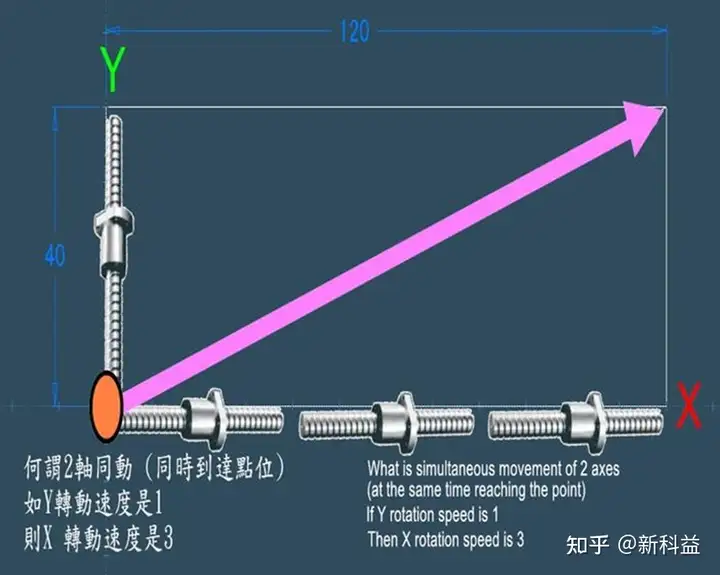
什么是 2轴同动
下图紫线就是2轴同动同步到位
3 轴同动 = X Y Z 线性三轴同步到位
4 轴同动 = X Y Z 线性三轴 + 1 旋转轴同步到位
5 轴同动 = X Y Z 线性三轴 + 2 旋转轴同步到位
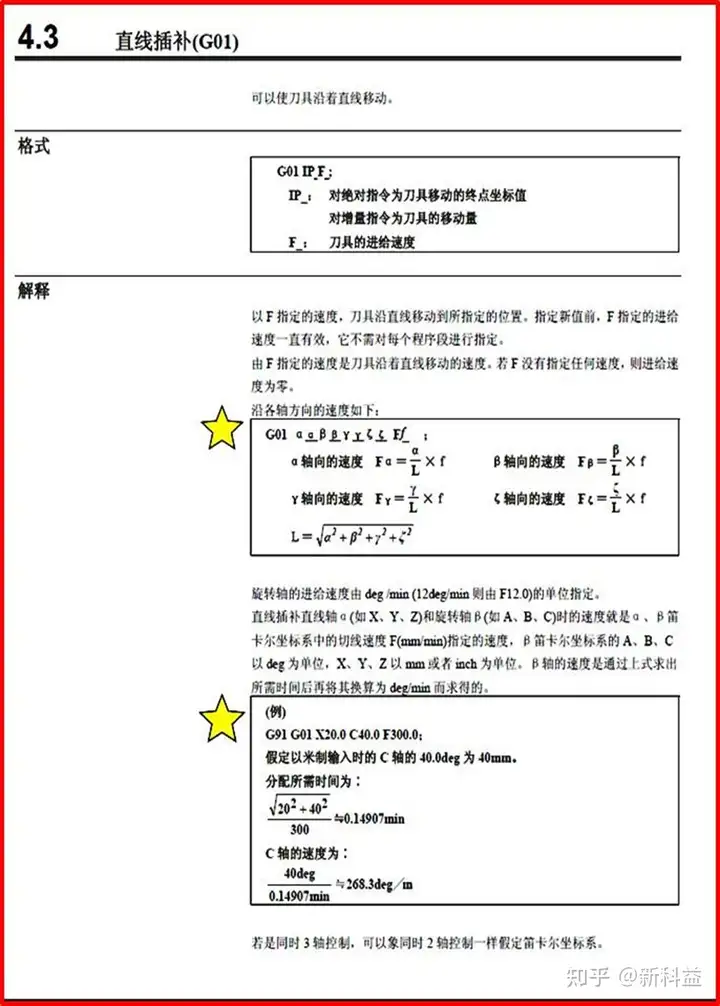
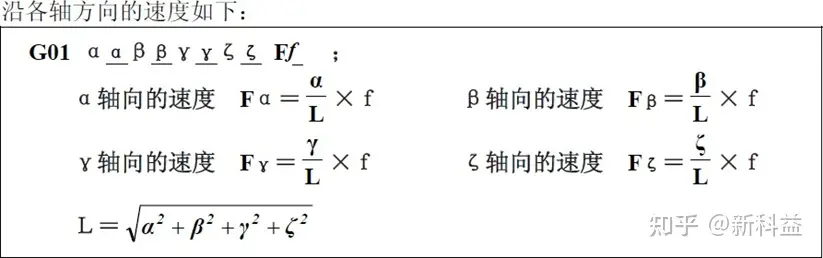
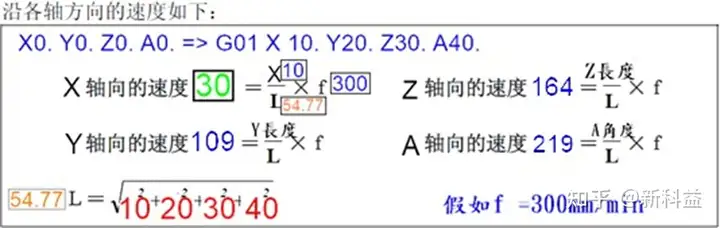
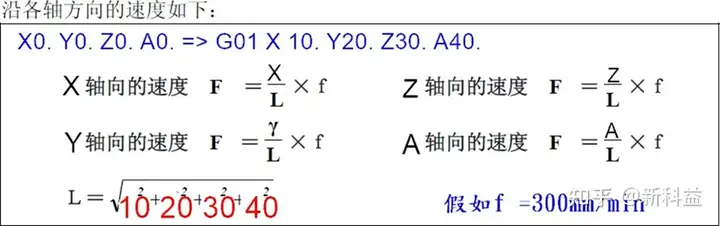
各轴真实速度: (FANUCG01F直线速度 计算公式)


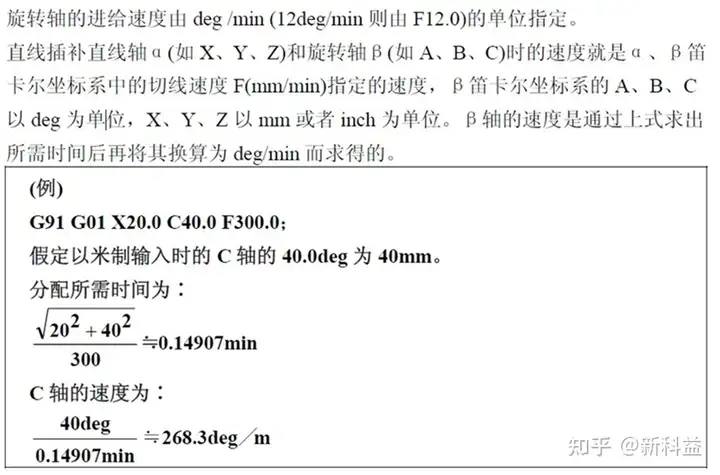
旋转轴的进给速度由 deg /min (如 12 deg˚/min 则由 F12.0)的单位指定。
直线轴α(如 X、Y、Z) 和 旋转轴β(角度轴) (如 A、B、C)的速度就是笛卡尔坐标系中的线速度 F(mm/min)指定的 X Y Z 直线速度,相同于笛卡尔,角度坐标系的 A、B、C F(mm/min)的速度
X、Y、Z 以 mm 或者 inch 为单位。(角度轴)β的速度是 以 deg 为单位先得知细分单位直线长度之速度之所需单位时间后再将其换算为 deg/min 进而反求得,角度旋转速度 F(mm/min)。
FANUCG01F直线速度兑换角度速率计算公式
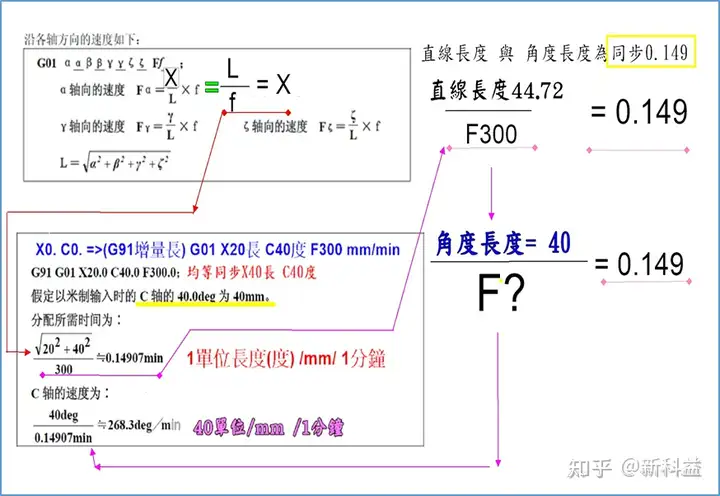
依据 FANUC 说明 F(mm/min) = F (deg /min)
依据 FANUC 说明 F(1mm/min) = F (1deg /min)
拆分 G01 X20 使用 F300 mm/ min (直线 300 mm/ 1 分钟)拆分 G01 A40 使用 F300 deg/ min (回转 300 度/ 1 分钟)
第 4 轴加工 feed 进给率走直线与旋转是不同单位
因其为了各轴同步到位通常是同步必须的慢化为主要慢化原因。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















