













































产品
 著作权
著作权

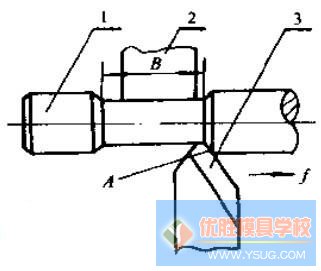
车削细长杆的方法很多,一般是利用跟刀架进行正走刀或反走刀车削。但反走刀车削与正走刀车削相比,有许多优点,大多被采用。
 技术文档
技术文档
 热门文章
热门文章


 155-2731-8020
155-2731-8020

























