















































软件

产品


数控编程是个什么样的概念?用通俗的语言来说就是用各种软件或者手工给一个需要数控机床加工的工件编写刀路。常见的编程软件有MASTERCAM,CIMATRON,Pro/E ,UG等。上述软件在算法和后处理方面各有特点和优势。初学者一般是根据自己最先接触的一个来进行编程。
一般老师傅都不怕那种没有底子来工厂的学徒,相反很怕那些从学校出来的学生。因为学校教的那一套往往在实际的操作中根本行不通。一个产品给你。首先你得想到这东西加工工艺怎么排,先铣哪后铣哪?先镗孔还是先铣型腔?图纸上没有公差的位置精度如何把控?这些都是从大量的实践中才能累积下来的经验。下面我会拿一个比较简单的辅助工装来举例。学校怎么教?我们怎么看?
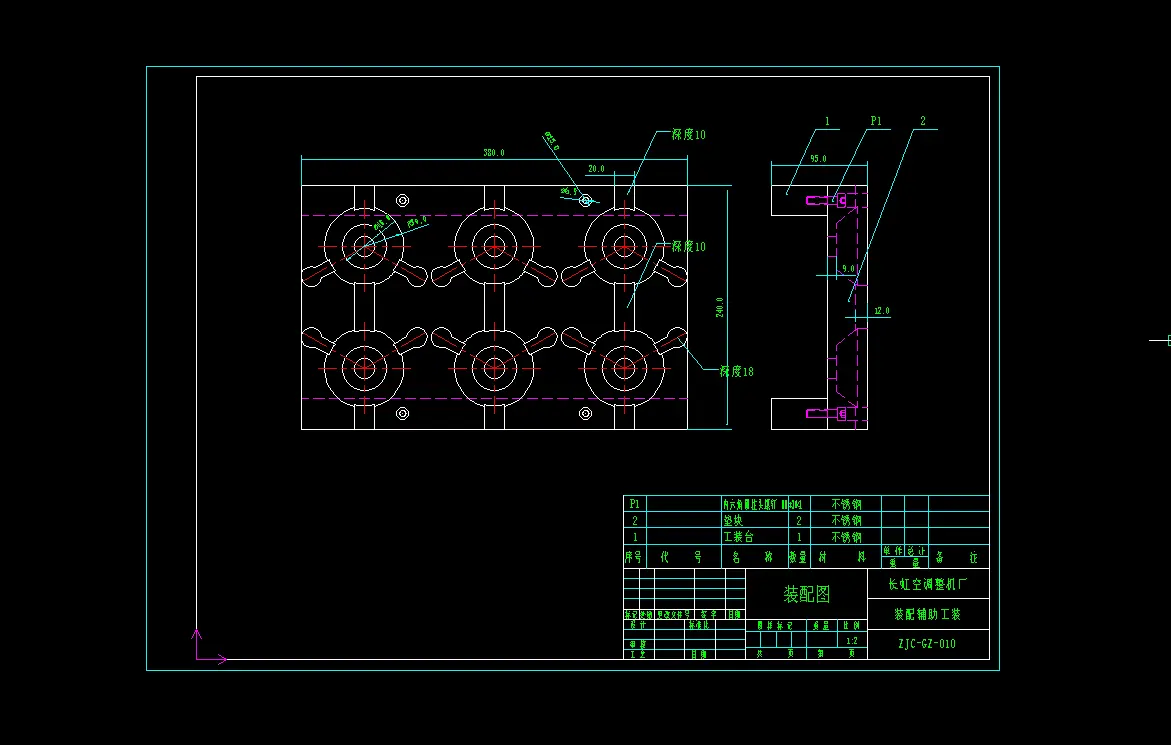
通过CAD,可以看出这个工件的尺寸,公差,材料等一系列需要的信息。下一步是根据这个2D图在3D软件中画出3D图。得出以下的产品。
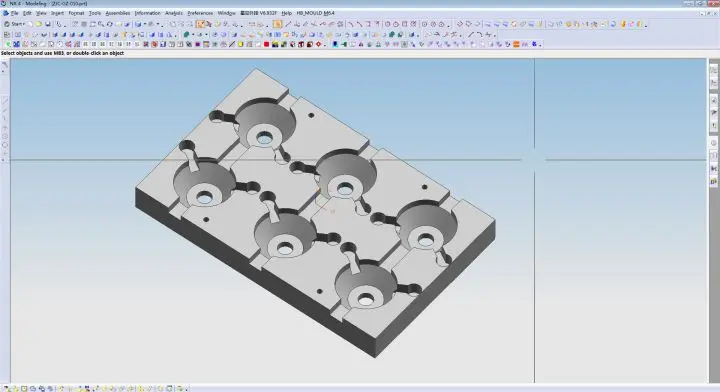
通过2D画出3D实体,这个也是基本功之一。可以看出并没画出4颗螺丝孔的沉头孔。这个在实际中需要知道自己公司各部门的法则,或者和钳工师傅沟通。公司这些活儿都是给钳工做的,加工中心只需要点出中心孔即可。接下来要确定这个工件的加工工艺。
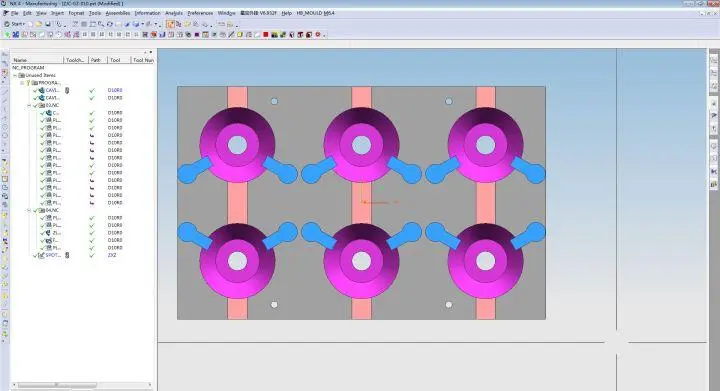
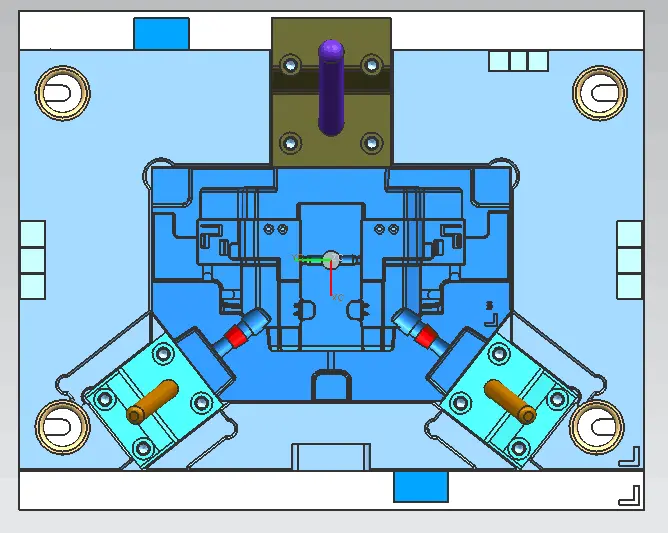
考虑到残料,刀路,和刀具的各方面因素之后得出加工工艺的顺序是先紫色铣型腔。再铣蓝色避空位,最后加工粉色凹槽。如果在学校,老师可能直接会教你一把刀开完。然而,在实际操作中,这是不可行的,原因是刀具磨损和加工时间太长,工艺不合理。建好每一步需要实体图,放入不同的的图层,开始加工第一步。
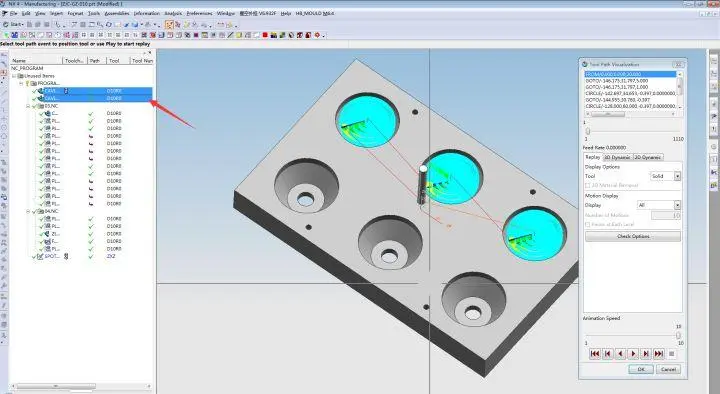
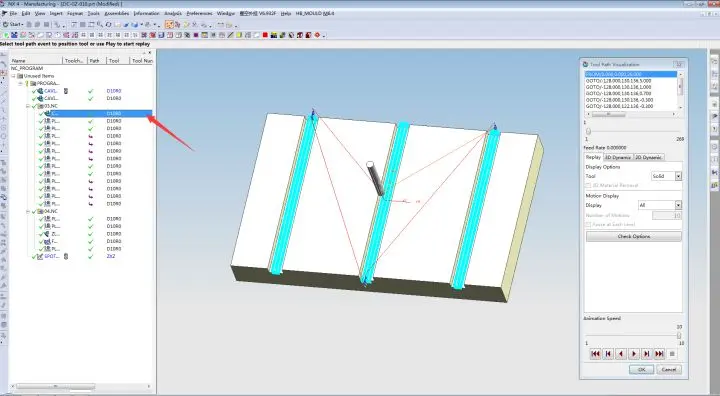
第一步:先开粗。要想刀路顺,刀路优化最好,先得改图。上图可以看出我将影响刀路的所有参数移除,只剩下这步需要加工的6个型腔。考虑到不锈钢残料特质,可以选择分出两个程序。各加工三个,这样能避免一次切削会造成的刀具磨损或者断刀。由于公司的钨钢铣刀最大只有D10的。所有没得选。用D10的平铣刀把6个型腔开粗。侧面余量为0.2mm,底部0.1mm
第二步:加工凹槽,这个很简单,移除所有参数。只留下3条凹槽,随便用个开粗或者走线的程序加工,侧面余量为0.2mm,底部0.1mm
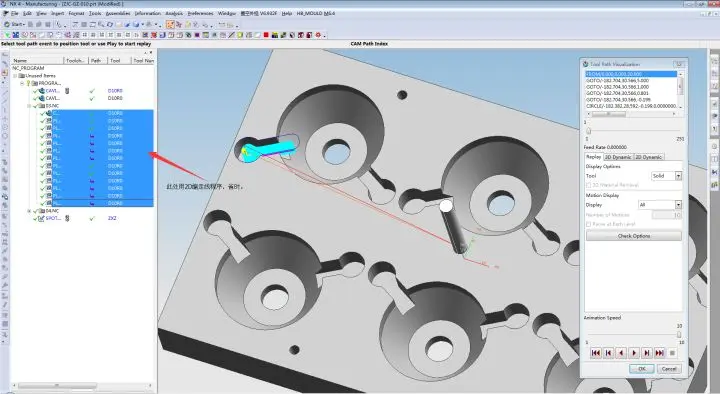
第三步:加工避空位,先用抽取工具抽取出边缘线。这样加工的好处在于,2D刀路相对比3D刀路更好优化,刀路更顺。先用2D走线编写出其中一个或者两个,由于此工件是的加工坐标在中心,而且所有参数都是对称和镜像关系,所以剩下的避空位全部可以用点复制和程序镜像来完成,编1个得12个,省时省力。侧面余量为0.1mm,底部0.1mm。如果不能灵活变通用开粗或者等高的加工思路去加工,那会非常的耗费时间。
开完粗,开始中铣或者精铣,是否需要中铣取决于产品要求。这个要求不高,所以直接精铣。
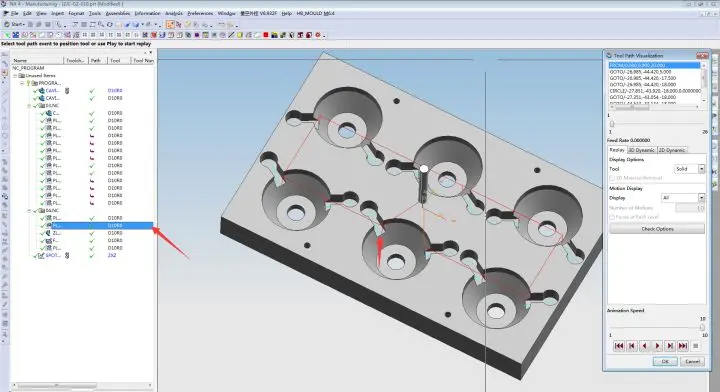
直接精铣,用2D走线选择打开的曲线。或者用开粗时抽取的闭合曲线都行,直接一刀过。余量为0。
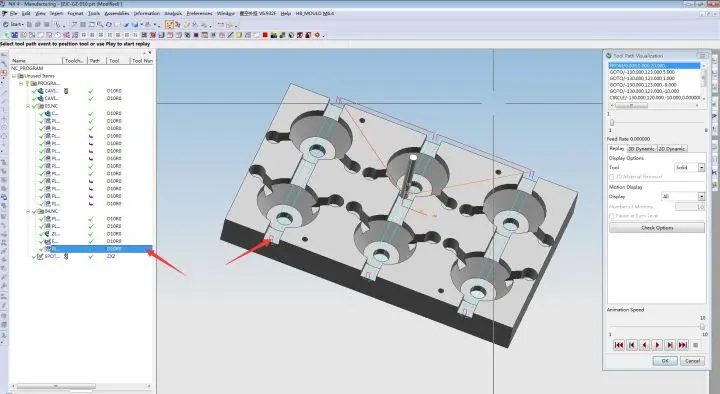
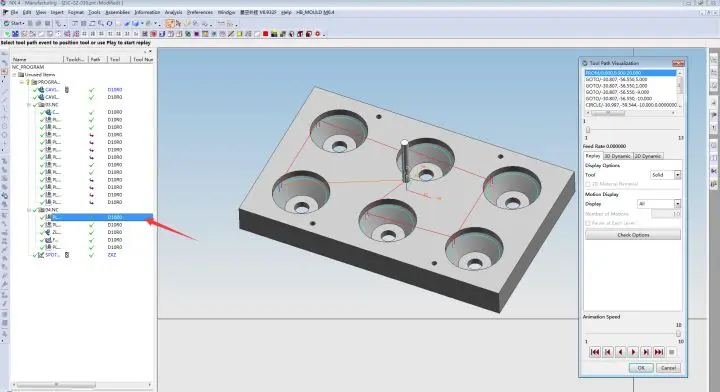
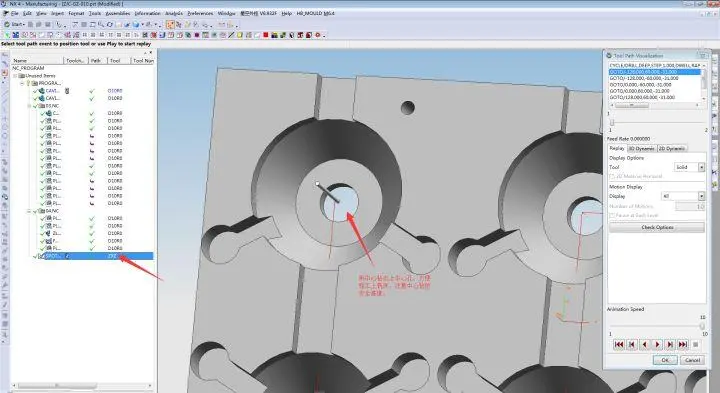
最后,点上中心钻,方便钳工打孔,齐活儿!!设置后切削参数后通过UG自带的模拟功能跑一次,如果没有问题,没有问题是指刀路没有干涉,没有过切等等。确认无误后进行后处理之后把编写好的程序发给操作工。程式单上注明加工坐标,单边还是分中,刀具规格,注意事项等。
数控编程讲究的并不是你能把程序编出来,它最难的地方在于你需要编写出最优化的程序。很多复杂的东西要考虑的远比这个复杂得多。
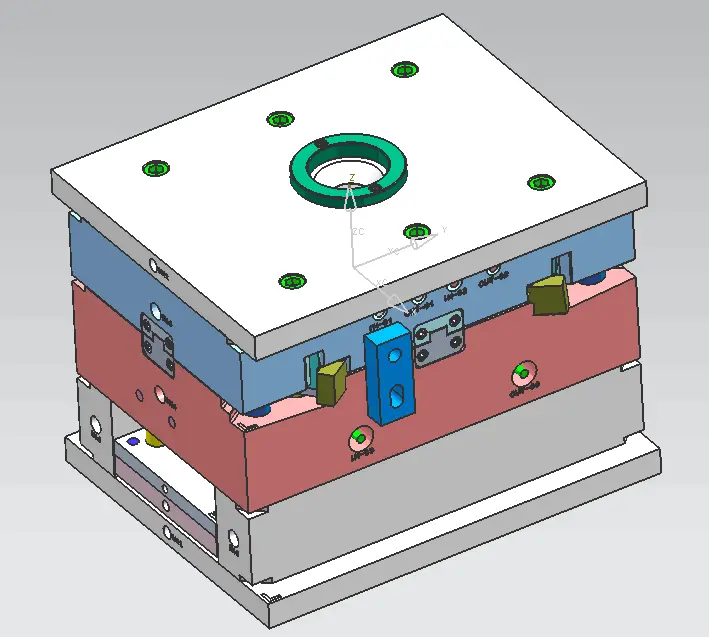
老师可能会教你怎么编写程序,但是他教不了你经验,一整套塑胶模具扔给你,你要知道该从哪里下手。
如何下刀,如何抬刀,在什么时候该用哪种命令?遇到破面怎么办?每种材料的加工特性是什么?电极该怎么拆?火花位该怎么留?还有考虑避免伤到水路孔,分型面,胶位。斜顶,滑块这些该注意什么?
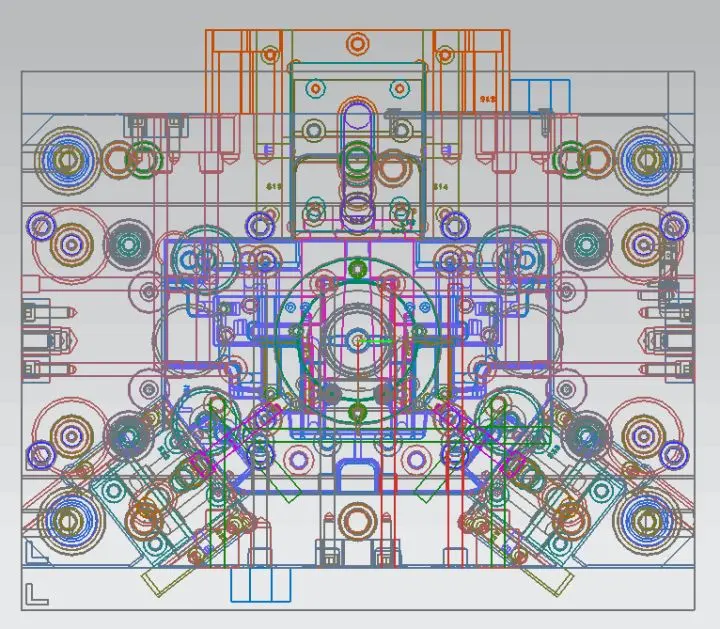
编程其实是一项很系统的工程。你需要的不止是会编写程序,还需要知道很多很多的知识。这就会促使我们更加努力的去学习跟数控有关的一切知识。学校的理论知识是远远不能达到的
最后,放点鸡汤,各位在机械行业的大坑里继续挣扎的朋友们,不要放弃希望。我们才是这个国家的基石!!哈哈哈哈哈哈哈哈哈啊哈哈。。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















