















































软件

产品


数控加工中的程序编制有很多手段,简单程序可以通过手工计算并输入控制系统,复杂的外形或型面可以通过CAM软件来完成。这里我们暂且不去讨论采用何种编程方式来获得加工程序。我们从另外一个角度来探讨一下,加工程序是否应该有个标准?在生产中,我们管理和应用这些加工程序时经常会遇到的问题,以及如何解决他们。
我们这里首选提出一个概念——数控加工程序的标准化。这里所说的“标准化”并不是简单地定义加工程序的格式。而是指编制加工程序过程中,相关切削参数的设定、刀具的选用和刀具切削轨迹设计思路的标准化。我们为什么会有数控加工程序标准化这个想法呢?让我们来看一下在数控加工过程中,哪些环节经常重复出现,而且容易出错,那么这些环节就是我们进行标准化的着眼点。对于工艺流程最简单的工件来说,完成数控加工需要图1中的过程。
当加工程序编制完成后,图中所有环节的每个细节都必须与加工程序的要求一致,每个细节的疏忽都可能带来灾难性的结果。例如,在毛坯装夹过程中的夹紧位置与方式、压板螺栓的尺寸、毛坯尺寸的误差、刀具的尺寸参数与刀具在刀库中的位置、加工原点的设置、加工程序的名称、加工过程中的刀具引导、切削参数和初始终止位置的设定等。我们无法绝对避免错误的产生,但是我们可以找到一个稳妥的方式,尽量减小错误发生的概率。现在我们看到只要把这些环节设定成一个标准,操作工人就有了规律可以遵循,出错的概率就可以大大降低。这些环节的标准化设定依赖于加工程序的支持,因此我们有了将加工程序标准化的想法,与此同时,加工程序的标准化也就有了指导方向。
现在我们了解到了加工程序标准化的目的,那么在实际生产中需要标准化的环节,一旦制定下来一些执行的标准,我们如何来实现它们呢?一般情况下,我们可以制定一个尽可能详细的企业标准,然后以文件的形式下达到生产车间和相关科室,并要求机床操作人员严格按照标准来操作设备,同时要求编程人员严格地按照标准编写加工程序。车间的机床操作人员相对来说比较容易接受这种方式,因为标准化的操作流程不仅可以减轻劳动强度,而且可以降低操作风险。但是对于编程人员来说,他们首先需要考虑的是加工工艺流程以及可能出现的问题和解决方法,一些“可灵活处置”的内容往往按照自己的习惯随意设置。尤其对于手工编程人员来说,往往会挑最简单最方便的方式来处理这些“可灵活处置”的问题。如果按照指定的标准来编写加工程序,等于将某些“可灵活处置”的问题限定了处理方式,无形中增加了他们需要思考处理的内容,增加了工作量。因此,推行起来会有较大的难度,而且这种依靠人脑思考处理的问题,很容易出现疏忽。这也是手工编程无法逾越的障碍,因此我们推荐使用CAM辅助编程软件,但是并不是任意一个CAM软件都能很好地处理这样的问题。最好选择具有二次开发和自定义功能的CAM软件,将企业标准贯彻到软件平台中。这样,编程人员无须每时每刻都要去翻阅文件,参照企业标准中的条条框框来约束自己的编程思路。而生产车间的操作人员只需按照标准文件的要求,进行生产即可。
下面我们就用几个事例来进一步地阐述,在加工程序标准化这个题目中所包含的一些内容以及在CAM软件中的解决方式。一方面为大家提供了一些加工程序标准化的思路。另一方面使大家初步了解了如何在CAM软件中定制这些编程过程需要标准化的内容。
工件的装夹
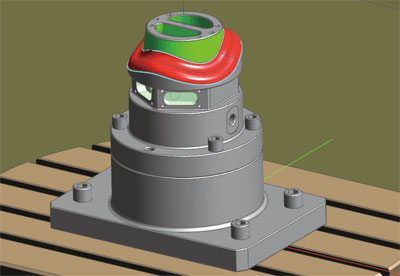
除了定制的工装设备之外,大部分的通用工装都已经标准化了,只要企业在采购时按需引进即可。对于最常用的螺栓压板来说,企业尽可能地使用统一标准。类别越少越容易管理。我们在管理这类工具的同时,这类工具的信息也应该让编程人员共享。编程人员在设计刀具路径时,就可以将夹具形状和装夹方式考虑进去,同时操作人员须要按照标准规范安装工件,不仅可以减少刀具与夹具的干涉,同时可以提高加工效率。我们以板料加工为例,压板以及螺栓都可以按标准选择。同时夹紧位置可以事先规定好一个标准,例如长边200mm间距安装、短边100mm间距安装,刀具始终从长边起始处进退刀等。甚至可以将夹具与机床都建立起3D数学模型,组成一个工装设备数据库。在CAM环境下,编程人员可以很清楚地了解工件的装夹状态。操作人员也可以按制定的标准安装工件。Edgecam中,无缝集成的数据接口,可以同时加载任何CAD构建的3D模型甚至是装配模型(图2)。为创造一个真实的编程环境提供了数据保障,同时也为企业及上下游相关单位提供了一个可无缝集成的数据平台。尤其对已经实施或即将实施PDM/ERP的企业来说,不用担心在CAM环节出现数据不兼容的现象。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















