















































软件

产品


线切割电极丝的选择对于加工行业是件有技术含量的问题,可以根本不同的材质,选择不同材质电极丝。
电极丝直径的选择应根据切缝宽窄、工件厚度和拐角尺寸大小来选择。若加工带尖角、窄缝的小型模具宜选用较细的电极丝;若加工大厚度工件或大电流切割时应选较粗的电极丝。电极丝的主要类型、规格如下:
钼丝直径:0.08~0.2mm ;
钨丝直径: 0.03~0.1mm ;
黄铜丝直径:0.1~0.3mm ;
包芯丝直径:0.1~0.3mm 。
线切割加工的电极丝应具有良好的导电性和抗电蚀性,抗拉强度高、材质均匀。常用电极丝有钼丝、钨丝、黄铜丝和包芯丝等。钨丝抗拉强度高,直径在(0.03~0.1mm)范围内,一般用于各种窄缝的精加工,但价格昂贵。黄铜丝适合于慢速加工,加工表面粗糙度和平直度较好,蚀屑附着少,但抗拉强度差,损耗大,直径在0.1~0.3mm范围内,一般用于慢速单向走丝加工。钼丝抗拉强度高,适于快速走丝加工,所以我国快速走丝机床大都选用钼丝作电极丝,直径在0.08~0.2mm范围内。
2、穿丝孔和电极丝切入位置的选择
穿丝孔是电极丝相对工件运动的起点,同时也是程序执行的起点,一般选在工件上的基准点处。为缩短开始切割时的切入长度,穿丝孔也可选在距离型孔边缘2~5mm处,如图6.8a所示。加工凸模时,为减小变形,电极丝切割时的运动轨迹与边缘的距离应大于5mm,如图6.8b所示。
a)凹模 b)凸模
图6.8 切入位置的选择
3、电极丝位置的调整
线切割加工之前,应将电极丝调整到切割的起始坐标位置上,其调整方法有以下几种:
(1)目测法
对于加工要求较低的工件,在确定电极丝与工件基准间的相对位置时,可以直接利用目测或借助2~8倍的放大镜来进行观察。图6.9是利用穿丝处划出的十字基准线,分别沿划线方向观察电极丝与基准线的相对位置,根据两者的偏离情况移动工作台,当电极丝中心分别与纵横方向基准线重合时,工作台纵、横方向上的读数就确定了电极丝中心的位置。
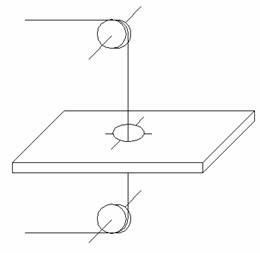
图6.9 目测法调整电极丝位
(2)火花法
如图6.10所示,移动工作台使工件的基准面逐渐靠近电极丝,在出现火花的瞬时,记下工作台的相应坐标值,再根据放电间隙推算电极丝中心的坐标。此法简单易行,但往往因电极丝靠近基准面时产生的放电间隙,与正常切割条件下的放电间隙不完全相同而产生误差。
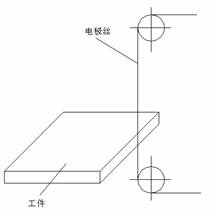
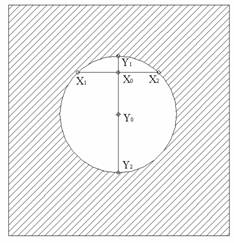
图6.10 火花法调整电极丝位置 图6.11 自动找中心
(3)自动找中心
所谓自动找中心,就是让电极丝在工件孔的中心自动定位。此法是根据线电极与工件的短路信号,来确定电极丝的中心位置。数控功能较强的线切割机床常用这种方法。如图6.11所示,首先让线电极在X轴方向移动至与孔壁接触(使用半程移动指令G82),则此时当前点X座标为X1,接着线电极往反方向移动与孔壁接触,此时当前点X座标为X2,然后系统自动计算X方向中点座标X0[X0=(X1+X2)/2],并使线电极到达X方向中点X0;接着在Y轴方向进行上述过程,线电极到达Y方向中点座标Y0[Y0=(Y1+Y2)/2]。这样经过几次重复就可找到孔的中心位置,如图6.11所示。当精度达到所要求的允许值之后,就确定了孔的中心。
线切割加工的电极丝应具有良好的导电性和抗电蚀性,抗拉强度高、材质均匀。常用电极丝有钼丝、钨丝、黄铜丝和包芯丝等。钨丝抗拉强度高,直径在(0.03~0.1mm)范围内,一般用于各种窄缝的精加工,但价格昂贵。黄铜丝适合于慢速加工,加工表面粗糙度和平直度较好,蚀屑附着少,但抗拉强度差,损耗大,直径在0.1~0.3mm范围内,一般用于慢速单向走丝加工。钼丝抗拉强度高,适于快速走丝加工,所以我国快速走丝机床大都选用钼丝作电极丝,直径在0.08~0.2mm范围内。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















