















































软件

产品


一、跳屑形成的原因
1.成因
形成跳屑的主要原因,是在高速连续冲裁过程中(如图1 所示),由于冲裁速度高(可
达800m/s 以上)以及冲裁过程中有切削油等因素的影响,使冲子与废屑之间形成瞬
间局部真空,当材料很薄,废屑自身的重量与凹模刃口对其摩擦力之和小于冲子对
其的吸附力时,在冲子上升过程中,废屑便吸附在冲子表面,随之上升,从而形成
跳屑。

图1
1.冲子2.凹模3.带料4.废屑
2.影响跳屑的因素
影响跳屑的因素有很多,当冲子刃口崩角或钝化、切削油用量过多、材料很薄以及
冲子进入凹模深度过短等等,都能引起跳屑。
二、防治跳屑的方法
1.减小冲子与废屑之间的吸附力
(1)冲子上开凹槽,对于截面比较大且规则对称的冲子,可在其中间磨一个小凹槽,
以减少其与废屑的接触面积(如图2 所示)。

图2
(2)对于截面较大且形状不规则的冲子,可用钻石磨棒在其上面磨一些凹坑(图3 所
示)。
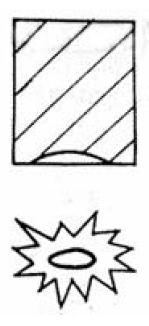
图 3
(3)冲子刃口磨成图4 示形状或做成0.3mm 的倒角。
(4)在设计上,冲子中添加吹气孔,进行吹气,从而防止跳屑。
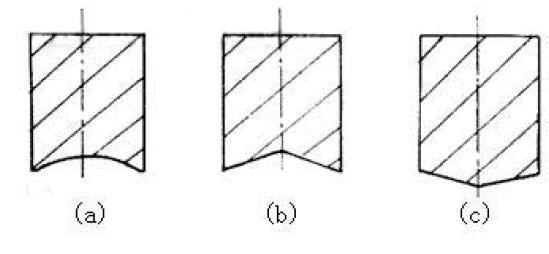
图 4
(5)对于SKD11 材料做的冲子,设计时可以在冲子上加弹簧销,以防止跳屑。
2.增大凹模刃口对废屑的摩擦力(卡紧力)
(1)对于镶块或组合凹模,可用披覆针在刃口下1mm 左右的地方“被覆”,以增加废
屑在凹模内的摩擦力(卡紧力)。
(2)对于工艺性辅助工步,如侧刃、分料站刃口等,可适当使废屑形状复杂化,以增
加废屑在凹模内的卡紧力,从而防止跳屑。
3.其它
(1)采用真空吸尘器,吸走废料,以防止跳屑。在下模底部使用吸尘器,使其形成负
压,吸走废屑,经实验证明,这也是防止跳屑行之有效的好方法。
(2)对于一些细小冲子,在冲切时,应注意落料口不得太小,否则会因废料产生静电
相吸而引起积屑。
(3)保持冲子及凹模刃口锋利,适量添加切削油等,也有利于防止跳屑。
总之,影响跳屑的原因很复杂,防止方法也有很多。以上只是个人在工作和学习中,
对跳屑现象的简单认识,是否妥当和完善,还有待进一步研究探讨。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















