















































软件

产品


0引言
对于按特殊要求设计的特殊齿形的锥齿轮(如变传动比差速器齿轮),无法用一般加工直齿轮或普通锥齿轮的设备来完成其齿形的加工。若在仿形铣床上采用人工分度的方法加工,费时费力,劳动强度大。我们研制的四轴联动数控刨齿机,它能够自动完成对特殊齿形锥齿轮的分度、进绐、展成加工等全过程。
1四轴联动刨齿机的结构和工作原理
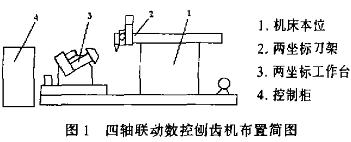
四轴联动刨齿机由机床本体、两坐标刀架,两坐标工作台、控制硬件和控制软件四太部分组成,如图1所示。
机床本体采用传统的普通牛头刨床(BA6050)的床身,主电机驱动滑枕,滑扰带动刀架沿水平轴即z轴方向作连续往复直线运动,实现对工件的切削加工,其刨削加工的主运动原理与普通牛头刨床的加工原理没有多大区别。
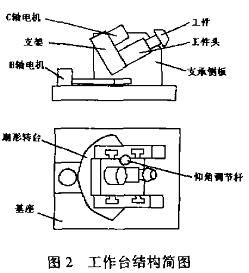
两坐标工作台是加工特殊齿形的关键机械部件之一。工作台基座上安装一个水平旋转的扇形转台,伺服电机控制转台绕垂直轴(即Y轴)转动,称为旋转轴B扇形转台上固定一个俯仰角可调节的支架,支架上固定一个倾角可调的工件头.工件装夹在工件主轴上,伺服电机控制工件主轴带动工件绕工件中心轴转动,称为旋转轴c。工作台结构简图如图2所示。
两坐标刀架安装在刨床滑枕的端部,由作直线运动的x轴和Y轴组成十字架结构。刀架具体由两层拖板构成,后板固定在刨床滑枕端部,中拖板可沿后板上的导轨作Y轴方向移动,前拖板可沿中拖板上的导轨作x轴方向的移动。x轴的进给移动距离较短,因此,x轴在前,Y轴在后。刨刀安装在前拖板上,并具有启动退刀抬刀机构。其结构简图如图3所示。

在工作过程中,x轴和Y轴主要完成水平移动和深度及分齿退刀进给运动,自身质量较小,运动方向与主切削力正交,所需的驱动力也较小,但由于安装在刨床的滑扰端部.要求结构尽量简单紧凑,重量尽量轻,所以采用了日本安川公司的小型SGMPIEA31伺服电机和伺服系统。
为了提高传动精度和传动教率,减小摩擦力,消除轴向间隙并提高系统刚度.采用了滚动导轨副和滚动丝杠副的结构,电机轴和丝杠轴的连接采用了半刚性联轴器的连接形式。
在加工工件时,首先根据要加工的工件根锥角,手动调节工件的俯仰角;其次通过安装在工件夹具轴上的对刀夹具对安装在刀架上的刨刀进行精确对刀。然后在启动数控刨齿机后,便不需要人工参与,数控系统控制刀架和工作台各轴联动对锥齿轮的齿形进行包络加工,直到锥齿轮加工完毕。
2数控系统的硬件结构
由于PC机有丰富的软件资源,可采用通用器件,充分利用通用微机的技术,能以较低的成本和较短的时间完成数控设备的开发。我们研究所开发的数控系统采用了在PC机16位ISA工业总线上直接插卡的模块化结构的方案。位置伺服控制器与数控系统硬件共用一套计算机硬件资源,位置控制算法作为中断服务程序嵌入到数控系统的主程序中,结构简单紧凑。图4为数控刨齿机控制系统硬件框图。
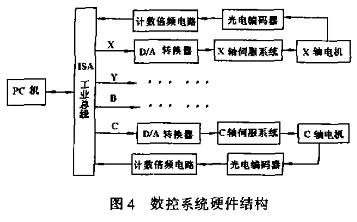
硬件系统主要有主控计算机(含有位置控制器)位置伺服控制插板、伺服驱动模块、伺服电机及编码器等几部分构成。其中主控计算机为586通用微机,数字控制器实际。由位控软件来实现。
工作台有B轴和c轴两个旋转轴,分别采用两台伺服电机驱动,由1B轴电机拖动整个工作台转动,负载惯量很大,c轴电机只拖动工件轴转动,负载较轻,因此选用了两台特性刷的电机。而刀架有x轴和Y轴两个移动轴,且两轴的负载均较小,差别也不大.所以选用r两台特性相同的小型交流电机,以便充分发挥各台电机的特性、也能很好地满足机械方面的性能要求。系统运行时,定时器每隔5ms向主控计算机申请次中断,DOS平台引导转入中断服务程序,经过位置控制模块处理输出各个控制轴的速度给定值,并由SIA总线送至位置伺服控制插板上,经过高精度D/A转换器将其转换为与电机转速相对应的控制电压。该控制信号经过伺服驱动放火后拖动电机运转,然后各轴电机的转动再分别通过各自的传动链传递到工作台和刀架,使工件和刨刀按规定的轨迹运动。检测位置用的光电编码器分别安装在各个电机的输出轴上通过计算机位控模块分别获得位置反馈和速度反馈。
由于数控刨齿机实际工作的工厂条件,常常有许多强电设备,它们在启动和工作过程中会产生强烈的电源干扰及电磁噪声。为了保证系统能可靠工作,采取了一系列提高可靠性的措施。其中主要有:
(1)为了防止电源系统引入干扰,在供电线路中,除了采用交流稳压器,还采用了浪涌保护器、超隔离变压器、低通滤波器等。且对伺服系统的各个功能模块分散独立供电,以减少公共阻抗的相互耦台及公共电源的相互耦台。
(2)整个伺服数控系统的弱电部分用金属丝网罩住并将其装入铁制机箱中以对电磁辐射进行屏蔽。
(3)利用差动方式抑制共模噪声。
(4)将系统中所有器件的模拟地和数字地分开,将功率电路和信号电路的地线分开,尽量加大线性电路接地线的面积这些措施的采用,极大地提高了系统的可靠性。
3控制系统的软件结构
根据数控刨齿机的加工特点,以DOS作为工作平台,采用模块化结构,将单CPU的工作时间共享,给各任务分配一定的时间片,使各任务在自已的时间片内完成自己的工作。在本系统中靠中断来完成时间片的分配,全部采用Turb0C++语言编程.主循环程序根据操作台的指令分别调用不同的模块子程序。最重要的两个子程序是手动操作子程序和程序加工子程序,它们分别实现加工过程的手动操作和自动操作。
在列刀、微量调整及传动间隙测最的操作中,手动操作是必不可少的。自动操作(程控加工)是在把工件装夹和对刀完后,完成耐工件的加工。
考虑到实时性问题,位置控制算法应用了神经元自适应复台控制算法。也就是说通过一段时问的运行,神经元通过自学习会确定出最佳的权值,当每次机床运行完毕之前,将最新的权值存人磁盘中,下一次开机运行时,采用上一次的权值作为初值。如果两次开机数控系统参数变化不大,这样的权值韧值总能取得较好的效果。
4结论
研制的四轴联动数控刨齿机已经凋试后用于生产中,并加工了一批变传动比差速器上用的特殊齿形的锥齿轮,零件精度令人满意。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















