1、C刀补的基本概念
C功能
刀具半径补偿简称为C刀补。上面介绍的在NC系统中常用的r
2法、极坐标输进法等一般的刀具半径补偿则称为B刀具补偿,或简称为B刀补。B刀补的共同点是:
(1) 利用上段程序求出下段程序的出发点偏移后的坐标值,实质上主要是计算出刀具半径在本程序段终点的坐标分量。
(2) B刀补的执行过程一般都分三步,即刀补建立、刀补进行、刀补撤消。
(3) 对于两线段组成的尖角,在加工过程中,一般都要附加一段程序,而且附加的轨迹经常为圆弧,即所谓非圆滑过渡的附加程序。
尖角过渡题目的提出,是在加工如图2-49剖线部分外形轮廓等零件时,由

圆弧段开始,接着加工

直线段,粗看起来,似乎只有两个程序就可以了。但事实并非这样,由于第一个程序段加工圆弧
.jpg)
,刀具中心沿圆弧

运动。结束时,刀具中心停在B'点上,假如紧接着第二个程序,显然得不出直线段
.jpg)
,只有使刀具中心走一个从B'至B''的附加程序后,才能正确加工出零件外形
.jpg)
段。B'B''程序段称为“非圆滑过渡的附加程序”。
显然,为了使刀具中心由B'点走到B''点,最好的方法是走一个以B点为圆心,r为半径的圆弧。因此附加程序实质就是圆弧插补,B点是圆弧的中心,出发点是B',终点是B'',圆弧半径就是刀具半径r。
 图2-49
图2-49
以极坐标输进法为例,此程序的输进数据为cosα,sinα,cosβ,sinβ,圆弧半径(即是r)不需要由穿孔带输进,已在刀具半径拨盘上拨出。因此,附加程序段的出发点和终点坐标分别为
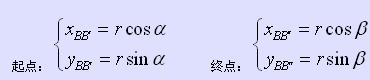
x,y两个方向应走的总步数为

由上式看出,附加程序实际上是刀具偏移计算的一个特例,即R=0的情况。
可见,在B刀补中是将尖角过渡和与零件轮廓相同的刀补计算分开进行的,尤其对于尖角过渡程序必须事先由编程职员给予足够的重视并认真编写。
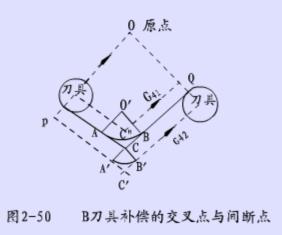
图2-50B刀具补偿的交叉点和中断点实际上,当程序编制职员按零件的轮廓编制程序时,各程序段之间是连续过渡的,没有中断点,也没有重合段。但是,在进行了刀具半径补偿(B刀具补偿)后,在两个程序段之间的刀具中心轨迹就可能会出现中断点和交叉点。如图2-50所示,粗线为编程轮廓,当加工外轮廓时,会出现中断A'B';当加工内轮廓时,会出现交叉点C''。
对于只有B刀具补偿的CNC系统,编程职员必须事先估计出在进行刀具补偿后可能出现的中断点和交叉点的情况,并进行人为的处理。如碰到中断点时,可以在两个中断点之间增加一个半径为刀具半径的过渡圆弧段
.jpg)
。碰到交叉点时,事先在两程序段之间增加一个过渡圆弧段
.jpg)
,圆弧的半径必须大于所使用的刀具的半径。显然,这种仅有B刀具补偿功能的CNC系统对编程职员是很不方便的。
但是,最早也是最轻易为人们所想到的刀具半径补偿方法,就是由数控系统根据和实际轮廓完全一样的编程轨迹,直接算出刀具中心轨迹的转接交点C'和C'',然后再对原来的程序轨迹作伸长或缩短的修正。
从前,C'和C''点不易求得,主要是由于NC装置的运算速度和硬件结构的限制。随着CNC技术的发展,系统工作方式、运算速度及存储容量都有了很大的改进和增加,采用直线或圆弧过渡,直接求出刀具中心轨迹交点的刀具半径补偿方法已经能够实现了,这种方法被称为C功能刀具半径补偿(简称C刀具补偿或C刀补)。
2、C刀补的基本设计思想
从前的刀具补偿方法(B刀具补偿)对编程限制的主要原因是在确定刀具中心轨迹时,都采用了读一段,算一段,再走一段的控制方法。这样,就无法预计到由于刀具半径所造成的下一段加工轨迹对本段加工轨迹的影响。于是,对于给定的加工轮廓轨迹来说,当加工内轮廓时,为了避免刀具干涉,公道地选择刀具的半径以及在相邻加工轨迹转接处选用恰当的过渡圆弧等题目,就不得不靠程序员来处理。
为了解决下一段加工轨迹对本段加工轨迹的影响,在计算完本段轨迹后,提前将下一段程序读进,然后根据它们之间转接的具体情况,再对本段的轨迹作适当的修正,得到正确的本段加工轨迹。
3、程序段间转接情况分析
在CNC系统中,所能控制的最基本的轮廓线型是直线段和圆弧段。随着前后两段编程轨迹的连接方式不同,相应的转接方式有:直线与直线的转接;圆弧与圆弧的转接;直线与圆弧的转接。根据两段程序轨迹的矢量夹角α和刀具补偿方向的不同,又可以有以下几种转接过渡方式:伸长型;缩短型;插进型。而插进型又分两种过渡方式,即直线过渡型和圆弧过渡型。下面分别加以介绍。
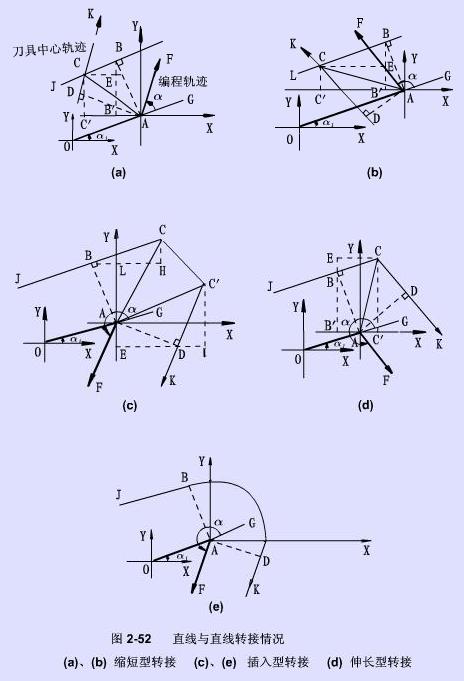
1)直线与直线转接
图2-52是直线与直线相交,进行左刀具补偿的情况。图中编程轨迹为OA→AF。
在图2-52(a)、(b)中,AB和AD为刀具半径。对应于编程轨迹OA和AF,刀具中心轨迹JB与DK将在C点相交。这样,相对于OA与AF来说,将缩短CB与DC的长度。因此称这种转接为缩短型转接。
在图2-52(d)中,C点将处于JB与DK的延长线上,因此称之为伸长型转接。
对于图2-52(c)、(e)来说,若仍采用伸长型转接,势必要增加刀具非切削的空行程时间。为了解决这个题目,可以用两种方法:
(1)插进直线。令BC即是C'D且即是刀具半径长度AB和AD,同时在中间插进过渡直线CC',也就是说,刀具中心除了沿原来的编程轨迹伸长移动一个刀具半径长度外,还必须增加一个沿直线CC'的移动。对于原来的程序段,即是在中间再插进一个程序段,称这种转接型式为插进型转接。
(2)插进圆弧。在刀具中心轨迹JB与DK之间插进一个圆弧

,该圆弧的圆心在A点,其半径为刀具半径长度AB。
显然,圆弧插进型转接要比直线插进型转接更加简单。但是圆弧插进型也有一个缺点,当刀具从B点沿圆弧BD移动到D点时轮廓尖角处始终处于切削状态,尖角加工的工艺性就比较差,这在磨削加工中尤其突出,所需加工的尖角往往会被加工成小圆角。
图2-53是直线接直线,进行右刀具补偿的情况。
在同一个坐标平面内直线接直线时,当第一段编程矢量逆时针旋转到第二段编程矢量的夹角α在0° 360°范围内变化时,相应刀具中心轨迹的转接将顺序地以上述三种类型的方式进行。
在图2-52和图2-53中,

为第一段编程矢量,

第二段编程矢量,α夹角即为逆时针转向的∠GAF。
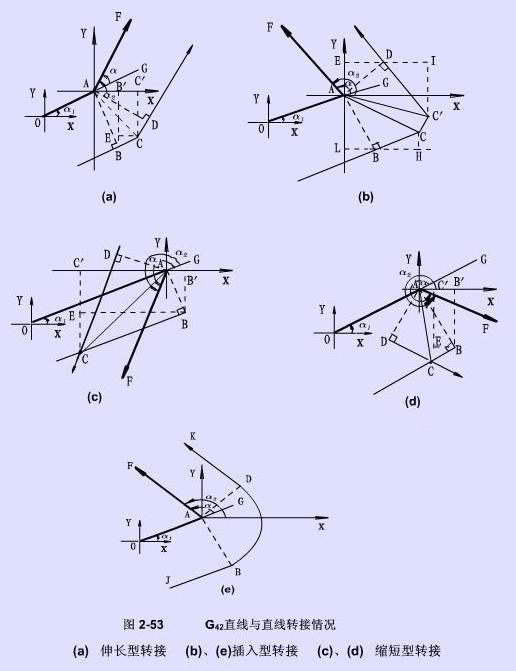
对应图2-52和图2-53,表2-11列出了直线和直线连接时转接的全部分类情况。
表2-11 直线接直线时的转接分类
|
编程轨迹的连接 |
刀具补偿方向 |
sina>=0 |
cosa>=0 |
象限 |
转接类型 |
对应图号 |
G41G01/G41G01
|
G41
|
1 |
1 |
Ⅰ |
缩短 |
2-52(a) |
|
1 |
0 |
Ⅱ |
缩短 |
2-52(b) |
|
0 |
0 |
Ⅲ |
插进 |
2-52(c) |
|
0 |
1 |
Ⅳ |
伸长 |
2-52(d) |
G42G01/G42G01
|
G42
|
1 |
1 |
Ⅰ |
伸长 |
2-53(a) |
|
1 |
0 |
Ⅱ |
插进 |
2-53(b) |
|
0 |
0 |
Ⅲ |
缩短 |
2-53(c) |
|
0 |
1 |
Ⅳ |
缩短 |
2-53(d) |
2)圆弧与圆弧转接
和直线接直线时一样,圆弧接圆弧时转接类型的区分也可以通过相接两圆的出发点和终点半径矢量的夹角α的大小来判别。但是,为了分析方便,往往将圆弧等效于直线处理。
在图2-54中,当编程轨迹为

接

时,

和

分别为出发点和终点的半径矢量,若为G41左刀具补偿,α角将仍为∠GAF。以图2-54(a)为例:

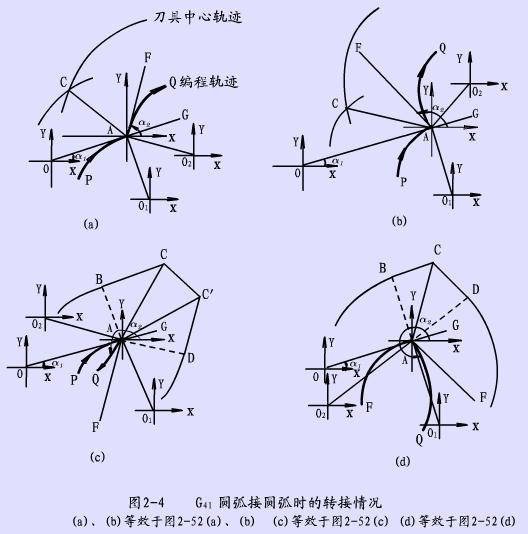
比较图2-52与图2-54,它们的转接型式分类和判别是完全相同的,即当左刀具补偿顺圆接顺圆G41G02/G41G02时,它的转接类型的判别等效于左刀具补偿直线接直线G41G01/G41G01。的转接
3)直线与圆弧
图2-54还可以看作是直线与圆弧的连接,亦即G41G01/G41G02接(OA接
.jpg)
)和G41G02/G41G01(
.jpg)
接AF)。因此,它们的转接类型的判别也等效于直线接直线G41G01/G41G01。
由上述分析可知,根据刀具补偿方向、等效规律及α角的变化这三个条件,各种轨迹间的转接形式的分类是不难区分的。
参阅有关文献。图2-55是直线接直线时转接分类判别的软件实现框图。
当然,在实际计算时,还要对图2-52至图2-54中的刀具半径矢量

,

,以及从直线转接交点指向刀具中心轨迹交点的矢量

,

等进行计算。这些矢量的具体计算过程不再赘述,读者可参阅有关文献。
 图2-55 直线接直线转接分类的软件实现
图2-55 直线接直线转接分类的软件实现 武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。



















































 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















