1 引言
复合模是指冲床在一次行程中,完成落料、冲孔等多个工序的一种模具结构。相对其他冷冲压模具结构而言,它具有以下一些优点:①工件同轴度较好,表面平直,尺寸精度较高; ②生产效率高,且不受条料外形尺寸的精度限制,有时废角料也可用以再生产。它的缺点是:模具零部件加工制造比较困难,成本较高,并且凸凹模容易受到最小壁厚的限制,而使得一些内孔间距、内孔与边缘间距较小的下件不宜采用。由于复合模本身所具有的一些优点较明显,故模具企业在条件允许的情况下,一般倾向于选择复合模结构。图1所示为某电机上的旋转转子片,应企业要求采用复合模结构生产。
2 产品简介及工艺分析
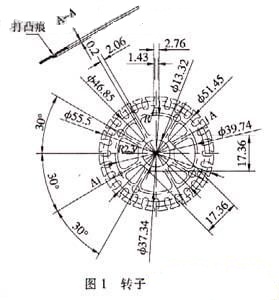
图1所示为某电机上的旋转转子片,材料为冷轧钢板,料厚t=O.8mm,转子片尺寸如图1所示。技术要求工件无毛刺,尺寸精度高。转子外形周围装卡电线使用,直径为∮13.32mm的大圆孔过轴使用,4个小圆孔为转子装配重叠时定位用,1个小压痕为定位使用。一个旋转转子由几十个转子片重叠而成,因此生产批量极大。应企业要求采用落料冲孔复合模结构设计。
由图1尺寸可以看出,孔间距最小为13mm。查冲压手册资料可知,其刃口壁厚已经达到了最小厚度限制。故在设计复合模零件时,如何加工制造凸凹模,并能够保证凸凹模有一定的刀口强度,使之符合企业的生产批量要求,是模具设计及工艺编制时考虑的一个重要问题。
3 模具结构
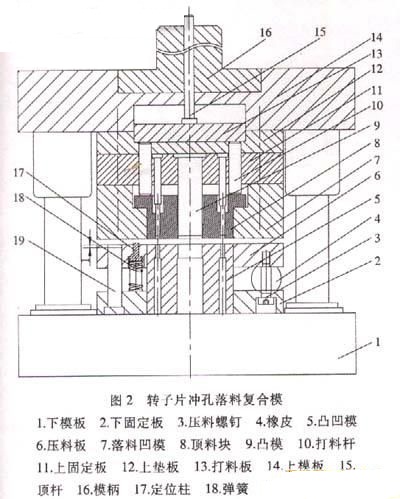
图2所示为转子落料冲孔复合模结构图。它采用冲床打料杆及顶出器卸料。弹压板、定位柱负责将条料托起、定位。
冲裁时,落料凹模,凸模与凸凹模作用对坏料进行冲孔落料,回程时,打料杆在冲床滑块的作用下对顶件器施加作用力将零件推出凹模型腔。
4 模具零部件设计
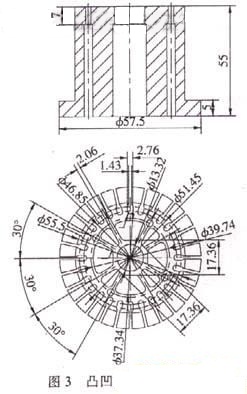
4.1 凸凹模设计与制造
凸凹模的设计是复合模的重点。它的设计有两种方案:有肩式凸凹模和无肩式凸凹模。前者装配时由钳工直接压进固定板并打入止转销即可,后者还需要钳工进行铆接。前者的优势是钳工的工作量小,模具的保险系数大。后者的优势是加工制造起来相对简单。转子片落料冲孔复合模最终选择了有肩式凸凹模结构。
凸凹模的加工工艺关系到凸凹模的整体尺寸精度和使用寿命的长短。由于内孔之间的最小壁厚已经达到了所要求的极限,在模具设计时漏料孔的设计加工颇费周折。一要保证漏料孔加工后达到一定的光洁度,以保证够顺利卸料;二是要保证刃口壁厚均匀以确保刀口强度。敌对漏料孔的相对位置尺寸精度和形状尺寸精度要求较高,这也增加了加上的难度。
经过慎重考虑最终选择了以下加工工艺路线:
下料--车削(台阶)--划线--预打铝丝孔--热处理--精车--电加工(外形及内孔)--腐蚀(漏料孔)--清洗。
其中漏料孔部分采用腐蚀工艺完全满足了技术要求。腐蚀前首先在工作而上钻出∮1mm的钼丝孔,后经过热处理,电加工型腔孔,再经过工艺处理,进行漏料孔腐蚀;经过腐蚀后的漏料孔相对于圆型孔或异型孔都均匀扩大了单边0.2mm。既保证了漏料孔能够顺利排料,同时也保证了冲裁刃口的强度。
4.2 顶出器的设计与制造
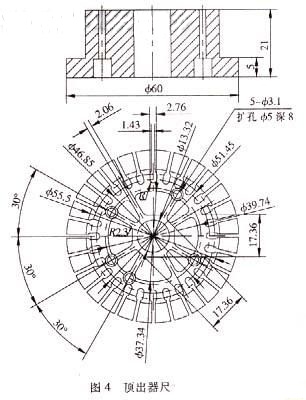
顶出器的结构设计类似凸凹模的设汁。不过采用无肩式顶出器时,需钳工进行铆翻1mm的台阶才能保证工作顺利。采用有肩式顶出器后,加人了复合模顶出时的保险系数。同时在顶出杆的预留空间上起到了一定的作用。使模具设计达到了简化。
图4所示为顶出器尺寸结构图。顶出器在线切割加工时,钼丝线由台阶部5分切进去,仅需保证与落料凹模相配合的一部分外形尺寸。因而其加工工艺路线如下:
下料--车削(台阶)--划线--预打钼丝孔--精车--电加工(外形及内孔)。
由于冲孔时的个别凸模直径较小,故在线切割时,型腔应加工成滑动配合,冲裁时可以起到导向作用。
4.3 凸模的设计与制造
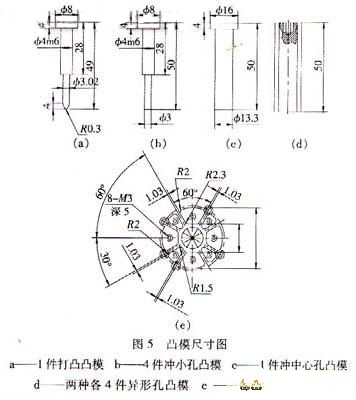
根据内孔的不同形状选用不同的凸模结构、圆形孔及刊凸采用圆形阶梯结构凸模。异型凸模采用螺钉吊住的力法进行固定。凸模尺寸和结构见图5。
4.4 限位柱的设计
由于打凸的深度只有O.2mm,故在冲裁时,凸模必须有限位装置来保证进入凹模刃口的深度。在复合模结构中增加了两个限位柱,来确保模具的安全。冲裁时,操作工可以通过限位柱目测凸模进入凹模的深度,从而达到了安全的要求,
5 结束语
复合模零部件采取腐蚀工艺后,加工出的漏料孔壁光滑,尺寸一致,且最大限度地保证了刃口的强度。该模具经试模一次成功,冲出的工件毛刺小,表面平整,达到了企业的技术和批量生产的要求。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。



















































 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















