软件

产品


采用3D打印制造火箭发动机部件已经被业内专家作为一种潜在的解决方案,基于轻量化和一体化的制造优势,3D打印可以减少部件的总数量并能释放火箭的容量,同时带来成本的降低。在这个过程中,材料及其安全可靠的打印工艺是极其重要的。本期,3D打印技术参考带来NASA对一种火箭推进部件用新合金的工艺开发备忘录。
项目背景
2014-2017年,来自马歇尔航天飞行中心(MSFC)、美国宇航局格伦研究中心(GRC)和兰利研究中心的团队完成了GRCOP-84(Cu-8%Cr-4 %Nb)铜合金SLM工艺开发,并利用其进行了液氧甲烷发动机燃烧室的低成本制造。2016-2017年,MSFC进行了几次成功的高温试验。该项目的另一个里程碑是发布了GRCOP-84的成分数据,其目的是可以获得更多的粉末供应商以及3D打印服务商。下一步的开发工作自然指向了GRCOP-42(Cu-4 % Cr-2% Nb)铜合金,这是一种相比前者具有相似强度但可以提供更高热导率的新材料,这使得发动机的性能可以进一步得到提高。
2015年,NASA 3D打印首个全尺寸GRCOP-84铜合金燃烧室
GRCOP-42粉末此前难以生产,但参与GRCOP-84制造的粉末供应商现在已经准备好进入这种类似合金的生产开发。较低的Cr和Nb含量实际上比GRCOP-84更容易加工,因为当铜熔化时,Cr和Nb反应非常迅速,Cr2Nb会漂浮到静止熔化物的表面。因此,GRCOP-84中增加的Cr2Nb超过了GRCOP-42的溶解度。本研究中使用的GRCOP-42粉末的尺寸规格为0–44μm。
开发过程
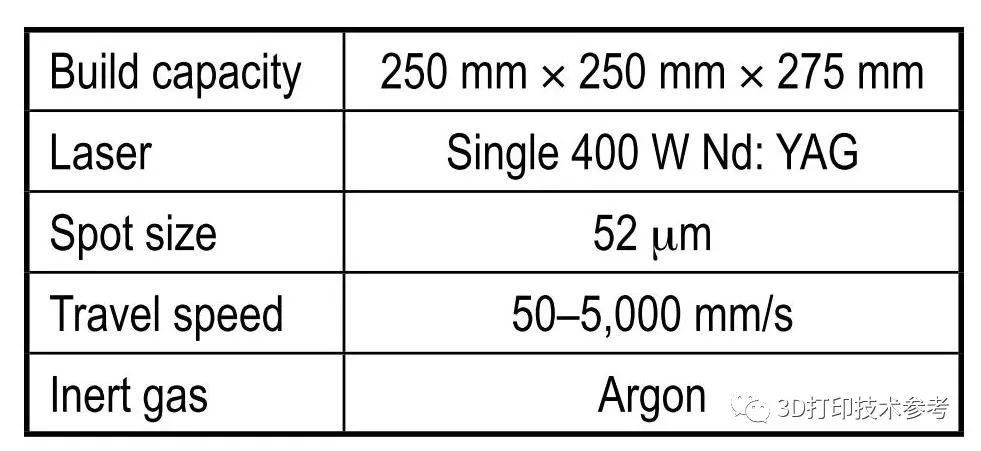
GRCop-42的3D打印工艺开发是基于Concept Laser M2完成的,选择该设备的主要原因是,它曾被用于GRCOP-84开发,具有一定的“铜友好性”,400 W的激光功率可以很容易地达到完全熔化GRCop-42所需的高能量密度。虽然GRCOP-84采用0.03mm的分层厚度并取得了成功,但事实证明,以这种速度构建较大的组件非常耗时,基本上275毫米高的部件需要28天才能完成打印。在GRCop-42的开发过程中,人们希望它能以更快的速度进行打印,并可以扩展到更大成型尺寸的设备,以生产更高推力的发动机。GRCop-42的高导电率意味着可以使用更低的能量,在较厚的粉层上实现稳定的熔池,调试工作最终以0.045 mm的分层厚度开始。
M2打印机参数表
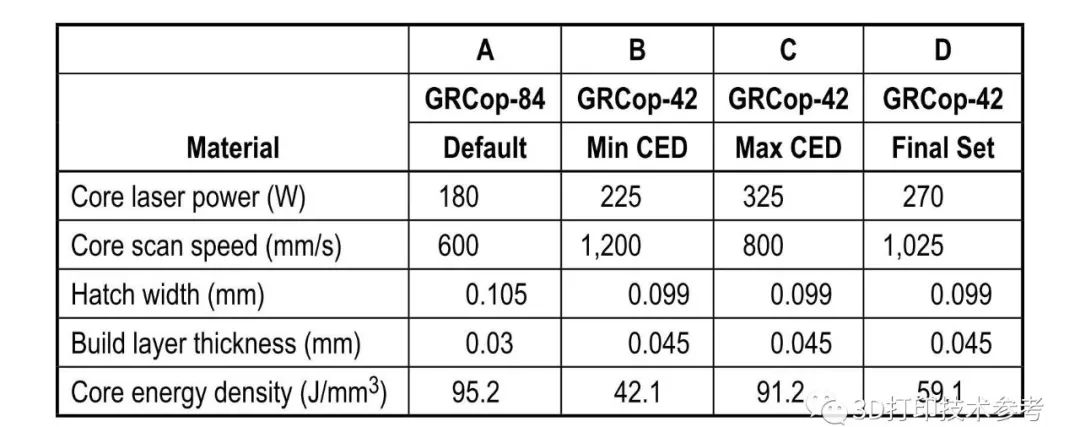
在2018年初,研究人员对42个参数进行了初步试验,建立了不同工艺组合的25个小块。GRCop-84最佳的打印工艺能量密度为95.2 J / mm3(见表A栏),GRCop-42测试矩阵以与其相似的能量密度开始,其中功率范围为225-325w,扫描速度范围为800-1200mm/s,最低能量密度相当于GRCop-84的一半。据推断,较厚的层需要稍微更小的扫描间距才能完全熔化,因此扫描间距稍有减小(见表B栏和C栏)。
GRCop-42边界参数
在实验过程中发现,较高能量密度条件下样品存在过熔现象,零件周围的粉末迅速吸收热量。将25个样块进行破坏性显微镜检测,对YZ平面使用图像分析软件确定每个样本中孔隙的平均孔径和平均孔隙度,在Excel中计算圆形等效直径,并将这些值绘制在与参数对齐的颜色图上。
孔隙度图谱 : (a)总孔隙度(%), (b)平均孔径(μm)
在所有数据中心找出平均孔径小于15μm,密度大于98%的参数集,这些参数随机分布在构建板的25个样块中。然后进行机械测试件的打印,测试件直径为13 mm,Z方向高度为100 mm,每种参数均使用不同参数打印。研究人员对功率与扫描速度以及构建板上每个试样的位置进行了标注,左上为NW,右上为NE,左下为SW,右下为SE,其中“O”为中心样本。
后处理与机械测试
打印完的样品遵循GRCOP-84的标准处理工艺进行热等静压,然后进行机加工和室温拉伸试验。测试件被加工成ASTM E8型圆形拉伸试样,然后按照相关标准进行拉伸试验。无论每个试样的制造质量如何,测试过程都要保证快速和一致性。
机械测试样件分布图
上图显示了构建板上的样件布局。20个绿色试样的极限拉伸强度(utss)范围很窄,仅从339MPa到356MPa不等,延伸率大于20%。在剩下的5个标本中,有2个(黄色)的拉伸强度与大多数样件类似,但延伸率仅有12%和15%;另外两个(红色)的拉伸强度仅有180MPa和197MPa,几乎没有延伸;最后一个(蓝色)的拉伸强度最高,达到459MPa,具有中等延伸率(12%)。在初始密度研究中,NE1-1、NE1-2、E-1和E-2样本具有最高的总孔隙度和最高平均孔径。NW1-1样本并未进行热等静压处理,这也解释了它非常高的强度和较低的延展性。
END
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020