软件

产品


基本概念
振幅
振幅表示振动或动态运动的幅度,它是表示设备振动严重程度或烈度的一个重要指标。振幅可用峰-峰值(双振幅)Xp-p,单位是µm;均方根值(烈度)vrms,单位是mm/s。
峰-峰值和均方根值在我们衡量振动大小时都常用到,比如:某厂主机轴瓦振动为两个测点,采用均方根值,单位mm/s,并有保护值11.8mm/s(汽轮机)、14.8mm/s(发电机)。在我们常用手持测振仪上,我们也可以选择测量峰-峰值和均方根值。
频率
振动频率是指振动物体在单位时间 (1s) 内振动周期数,为周期的倒数。它反映振动发生的快慢,是分析振动原因的重要依据。
相位
振动相位(角)是由键相信号与选频振动信号构成的相对关系,它是转子或轴承座某一瞬间的振动选频信号与轴上某一固定标志的相位差。相位的度量单位为度 (°),通常振动相位在0~360°范围之间变化。
一倍频(基频)相位振动的相位在振动分析中十分重要,它不仅反映了不平衡质量的相对位置,在动平衡中必不可少,而且在故障诊断中也很重要。
辅机常见振动故障及处理
常见故障可以分为三大类:机械类、基础类、电气类。
第一类,机械类
这是我们研究的重点,具体可分为转子质量不平衡、轴承故障、联轴器故障、共振、连接刚度不足。
1. 转子质量不平衡
振动主振频率为基频,基频振动幅值、相位均较稳定,振动随转速升高而增大,转速越高振动爬升的速度越快,振动有很好的再现性。
汽机侧辅机单纯的质量不平衡故障不多,锅炉侧引风机、排粉机(中间储仓式制粉系统)等设备由于工作环境较恶劣,叶片经常发生磨损和叶轮积灰等,所以此类设备经常会出现质量不平衡。
处理方法:转子动平衡试验。
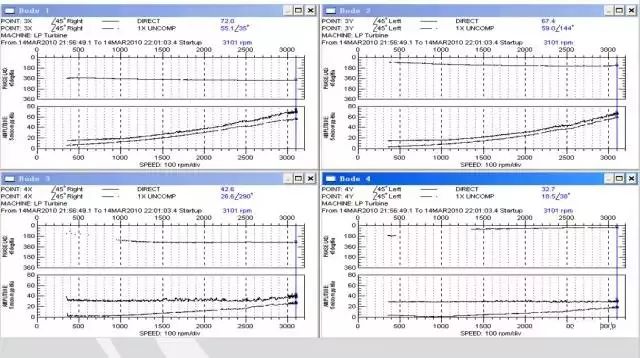
案例1:某厂#1A汽动给水泵#3、4轴承振动
2010年3月14日2:33时,冷油器出口油温为25.2℃,泵的流量为706m³/h,转速为4585r/min时#4轴承振动开始爬升,6:11时,冷油器出口油温为36.9℃,泵的流量为655m³/h,转速为4478r/min时#3、#4轴承振动同时出现瞬间跳变,运行人员开始降转速,#3、#4轴承振动随转速降低先是瞬间减小,之后随转速降低缓慢减小。之后又进行了两次冲车,但都因#3轴承振动超标而打闸停机。
处理过程:停机后检修人员对联轴器、#3轴承进行了检查。检查发现问题如下:
检查处理后再次启动,启动过程#3、#4轴承振动随转速的升高缓慢爬升,振动的主振频率为基频,并且基频振动的幅值、相位较稳定。鉴于以上振动特征,并结合现场检修情况,认为造成#1A给水泵#3、#4轴承振动异常的原因如下:
由于现场暂时不具备停泵复查中心的条件,经研究决定现场采取了用动平衡来弥补中心偏差产生的不平衡,具体加重部位为联轴器。加重方案为:联轴器加重188g∠260度。加重后#3、4轴承振动不超过35µm。
后续:在小修时发现泵侧联轴器键有裂纹。
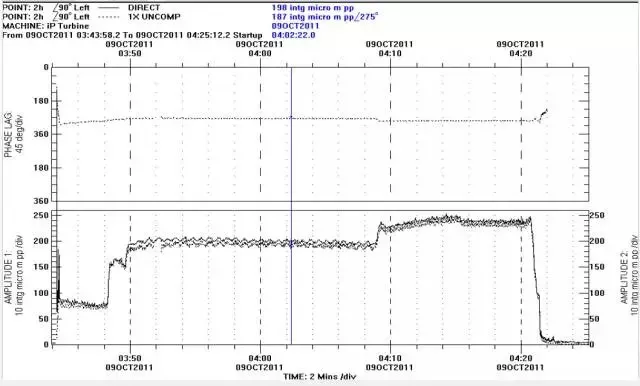
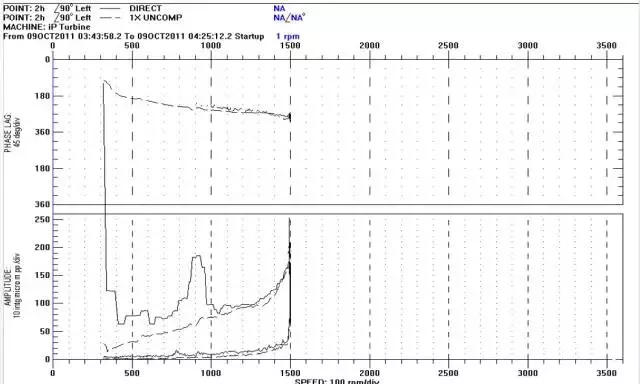
案例2:某厂#4A引风机振动
2011年9月12日,该引风机更换了叶轮,更换叶轮后启动振动超标,水平方向振动大小为101µm,经过对转子进行动平衡,振动降为33µm。但随着运行时间的延长,振动出现爬升,2011年10月11日,振动爬升至88µm。
处理过程:测得振动主振频率为基频,基频振动幅值、相位均较稳定。由此可见振动表现出的是不平衡特征,但考虑到该引风机刚进行过动平衡不到一个月的时间,叶片不会这么快磨损。所以没有直接进行动平衡,先对风机内部的叶轮积灰情况、焊口、连接部件等进行检查,只发现叶轮上均匀的积了一层较厚的灰,其它未见异常。
考虑到叶轮是均匀积灰,又由于当时是抢修工期较紧,就没有对积灰进行处理,采取了对转子进行动平衡。第一次加重730g∠ 70度,振动降为63µm,经计算应再加重430g ∠10度,第二次加重时在第二次加重的位置处有积灰脱落,由于无法计算脱落灰的质量,所以将全部积灰处理掉。但第二次加重后振动增大至95µm。经计算确定第三次加重方案为:920g∠240度。(第一次和第二次加重合成是:1038 g ∠45度。)所以引起该引风机振动异常的原因是叶轮积灰。
注意:引风机动平衡时一定先检查叶轮积灰情况,如果有积灰一定先将积灰清理后再进行动平衡。
2. 轴承故障
振动随着运行时间的延长而爬升。动不稳定,存在一定幅度波动,振动主振频率为2X、3X等高频。(在振幅和振速差值很大时为高频振动,一般首先想到轴承故障和动静摩擦。)
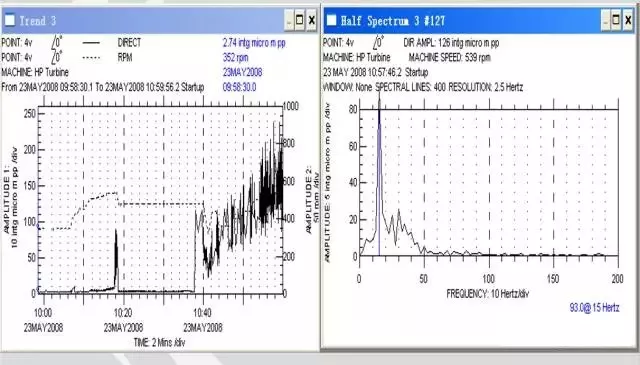
案例3:某厂一台引风机振动
该引风机为离心式风机,变频运行,转速在540r/min之前振动未见异常,当转速升高至541r/min时,#2、3、4轴承振动出现跳变,其中#4轴承振动最为突出,振动由8µm跳至88µm,并且此时现场噪音变的非常大,转速降至498r/min时振动恢复至正常值,降转速降至481r/min,在481r/min运行不到20分钟,#4轴承振动出现大幅跳变,降低转速后振动有所减小,但振动仍大幅波动。为了进一步确定振动与转速的关系又将转速升至540r/min,此时振动最大已超量程(传感器最大值设为500µm),并且波动幅度更大。
处理过程:经过振动频谱分析,发现振动频谱凌乱,振动主振频率15Hz,当时工作频率为:8.98Hz(转速539r/min),15Hz约为1.7倍频。鉴于以上情况,分析认为造成该引风机振动异常的原因是:存在动静碰摩和#4轴承存在故障。停机后检查发现#4轴承滚珠体已经和轴颈黏合在一起,轴颈发生严重碰摩。
案例4:某厂一台排粉机振动
该排粉机振动超标,2011年2月26日,准备对该排粉机进行动平衡时,发现振动呈现大幅波动,振幅在32~136µm之间波动,引起振动波动的主振频率为基频,基频振动幅值在20~121µm 之间波动。
处理过程:鉴于以上情况,认为造成该排粉机振动异常的原因是:转子上存在松动部件和轴承存在故障。但由于现场不具备检查轴承和叶轮锁母的条件,多次尝试靠动平衡解决,但都没有达到预期的目的。2011年10月小修时,对轴承进行检查,发现轴承内环有裂纹。更换轴承后启动,振动还是超标,但这次振动主振频率为基频,并且基频振动幅值、相位均较稳定,这说明转子存在不平衡质量。通过在叶轮上加重,振动超标得以解决,振动由115µm将为26µm。
3. 联轴器故障
振动主要发生在联轴器两侧的轴承。如果电机转子质量和机械部分转子质量相当,联轴器两侧轴承振动均会存在异常,如果电机转子质量远小于机械部分转子质量,只有电机侧靠近联轴器轴承振动会出现异常,振动主振频率为基频,并伴随2x成分。
案例5:某厂一次风机振动
该一次风机为离心式风机,风机额定转速为1488r/min,电机转子与风机转子之间的联轴器为蛇形弹簧联轴器,由于联轴器罩壳磨损严重,委托某加工单位仿制。检修后启动,电机后轴承和风机前轴承垂直、水平、轴向三个方向振动均出现异常,垂直方向振动分别为102µm、104µm。由于振动超标,检修人员重新复测了中心,未见异常。
处理过程:经检测这两个轴承三个方向振动主振频率均为基频,并有一定量2x,未见明显的轴承故障频率,这表明各轴承不存在故障且安装、润滑良好;也没有发现明显的叶片通过频率,另外,通过现场试验发现,风机振动与挡板开度没有关系,这表明风机通流部分正常。
通过以上分析排除了风机转子不平衡、轴承损坏、安装润滑不良及风机通流部分损坏等故障。但风机驱动端轴承振动大于非驱动轴承振动,风机驱动端轴承振动与电机驱动端轴承振动大小接近,相位相反,各轴承水平、垂直、轴向振动均较大,且频谱中2倍频成分比较明显,这些现象表明,风机可能存在风机转子与电机转子不对中的问题。由于中心复测过,没有发现问题,另外,考虑到检修时更换了联轴器罩壳,所以决定拆下联轴器罩壳,通过测量发现,新更换的联轴器罩壳内径与更换下来的旧罩壳比较小2mm。
将新的罩壳内径加大了2mm回装,回装后启动,这两个轴承的异常振动消失,三个方向振动最大不超过50µm。这说明造成振动异常的原因是新的罩壳内径过小,运行中罩壳限制了转子的相对运动,引起转子不对中。
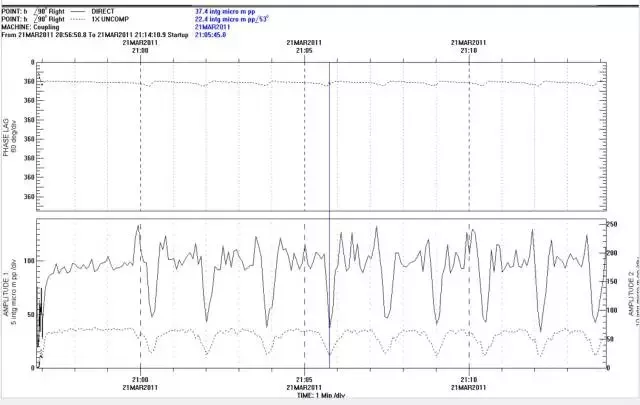
案例6:某厂排粉机振动
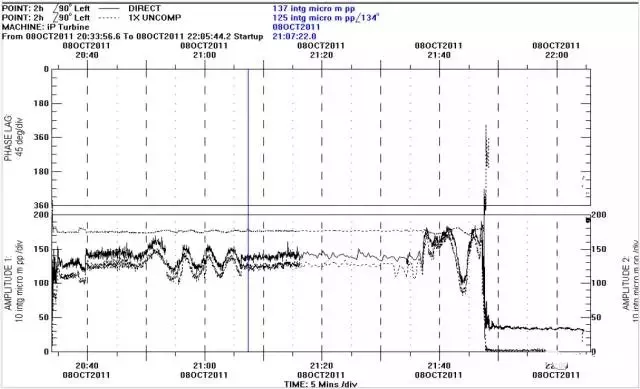
该排粉机为离心式风机,风机额定转速为1500r/min。大修时将尼龙棒式链接的联轴器更换为螺栓套胶圈链接的联轴器。大修后启动,电机靠近联轴器侧轴承振动出现异常。具体振动情况如下:振动随转速升高而增大,由振动趋势图测定,刚定速1500r/min时水平方向振动为76µm,振动较稳定,但是随着再循环门开度增大,振动出现跳变,只要门的开度不变,振动就一直很稳定,门全开时振动最大到240µm,随着门开度的减小,振动也减小。并且降速的振动明显小于升速时的振动。
处理过程:引起振动变化的主振频率为基频,并有一定量的2x,振动每次跳变时基频相位也跳变约20度,振动稳定时基频振动相位也稳定;振动与门的开度有关,门的开度增大,会出现两种情况:电机电流增大和转子所承受的扭矩增大。另外,降速振动明显小于升速的振动,这也说明有两种情况:降速时转子不受电磁力和降速时转子不承受扭矩。
经过以上分析,认为造成振动异常的原因是:
由于无法排除上述两个原因,但考虑到检修更换了联轴器,所以决定更换联轴器,使用原来尼龙棒链接的联轴器。更换联轴器后启动,振动异常问题得以解决。
这说明造成振动异常的原因就是联轴器发生了错位。造成联轴器错位的原因是套在螺栓上的胶圈强度不够,大扭矩时发生变形,由于胶圈有定弹性,扭矩小时就自动恢复。
2006年3月17日,某厂#1机负荷660MW,1A汽动给水泵主泵轴承振动大,DCS显示9mm/s,就地测振动10mm/s。其振动特征和案例1、案例5相似。夜间降负荷后对主泵对轮和中心检查,发现对轮齿个别损坏造成振动,随后制作了对轮拆装专用工具更换新对轮,振动消除。
4. 共振
共振可分为支撑系统共振、基础共振、定子共振。
案例7:某厂取水泵电机振动
该泵为立式泵,电动机是上海电机厂生产的异步电动机。电机上轴承振动先是随转速升高缓慢爬升,转速升至740r/min时,振动达到最大值,之后振动开始减小。另外,在就地对电机定子进行测试,测得其固有频率为:12Hz。
处理过程:振动随转速升高,呈现出先扬后抑的趋势,在740r/min (13Hz) 附近出现共振峰值,该转速频率接近电机定子固有频率12Hz,并且振动主振频率为基频,这说明电机定子在740r/min转速附近发生了共振。
由于现场对电机进行加固对振动没有明显改善,所以我们采取了对电机转子进行动平衡,经计算确定在电机上端风扇加重86g∠166度,加重后振动得到一定程度改善,740r/min时东西方向振动由380µm降为115 µm。
5. 连接刚度不足
振动主要表现为在两个连接部件之间存在差别振动,如地脚和台板之间,台板和基础之间。对于一般的轴承座来说,测点上下标高在100mm以内的两个连接部件,在连接被紧固的情况下,其差别振动应小于2µm。
造成连接刚度不足的原因:
第二类,基础类
在线性系统中,设备呈现出的振动与激振力成正比,与它的动刚度成反比,所以基础刚度差,也会造成振动异常。
基础刚度差振动特征:基础振动与轴承座地脚振动相当,有时比轴承座地脚振动还要大,其它振动特征与质量不平衡相似。
解决基础刚度差的措施:对基础进行加固,对转子进行动平衡,降低转子的激振力。
案例8:某厂引风机振动
该引风机为离心式风机,风机额定转速为1000r/min,风机有两个轴承支撑,首次启动时,联轴器侧轴承振动超标,振动大小为106µm,此时,测得轴承座地脚和水泥基础振动相当,大小为88µm。
处理过程:经检测振动随转速升高而增大,基础振动大,振动主振频率为基频,基频振动幅值、相位均较稳定,这说明振动异常是由基础刚度差引起,进而影响到轴承振动超标。由于现场不具备加固水泥基础的条件,所以选择了对风机转子进行动平衡,经计算确定加重方案为:1585g∠185度,加重后轴承振动得到明显改善,降为36µm,水泥基础振动不到10µm。
虽然引风机振动超标的问题得以解决,但基础刚度差的问题没有解决。由于引风机工作环境恶化,运行一段时间后叶片会发生磨损,进而导致风机转子产生不平衡,如果基础刚度差,就会出现即使较小的不平衡质量,也会产生较大的振动,所以现场具备条件时应该对基础进行加固。
案例9:某厂排粉机电机振动
该排粉机为离心风机,与相邻排粉机共用一个基础,额定转速为1500r/min,单转电机时电机两侧轴承振动不到10µm,连对轮后电机侧两个轴承振动大小均约为120µm。经检测,振动有跳变,瞬间跳变至140µm,当相邻排粉机电机不连对轮运行时,该电机轴承振动最大到160µm,并且振动开始波动,相邻电机停止后,该电机轴承振动恢复到140µm,此时振动较稳定,当相邻电机连对轮后运行时,该电机轴承振动最大到180µm,并且存在大幅波动。电机轴承振动波动时,排粉机侧轴承振动也有小幅振动。另外,测得基础振动约为40µm。该排粉机静止,相邻排粉机运行时测得该电机振动约为60µm。
原因分析:振动主振频率为基频,引起振动跳变的也是基频,振动变化波动也是由基频引起,基频振动幅值波动的同时,基频相位也有变化。并且振动波动是由启动相邻设备引起,波动量电机测轴承明显大于排粉机侧轴承,两台电机只有基础相连,所以造成该排粉机电机轴承振动异常的原因应该是基础存在缺陷。
第三类,电气类
电气故障会引起转机的振动。振动随运行时间的延长而爬升,并且振动波动较大,引起振动变化的主振频率为2x,电机失磁后振动立即消失(这种振动一经停电振动立即消失,而机械振动随转速下降逐渐消失)。
电气故障振动可分三个方面:
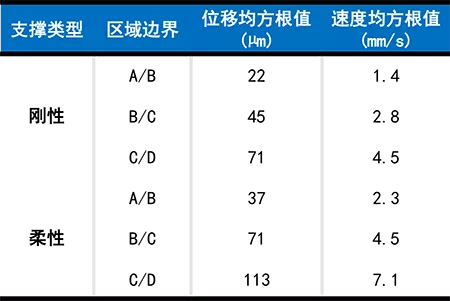
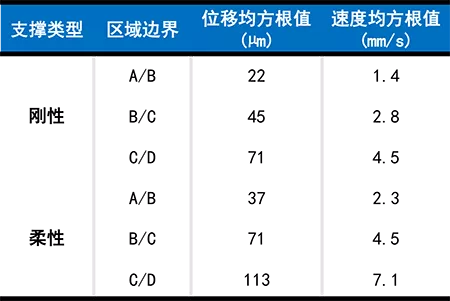
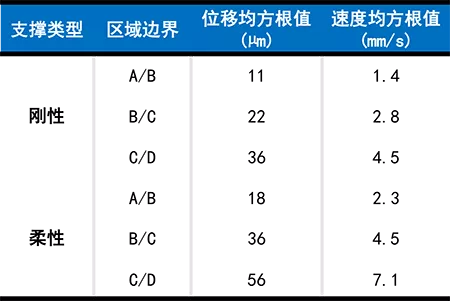
振动标准
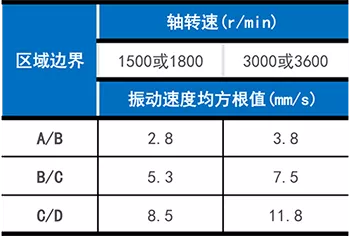
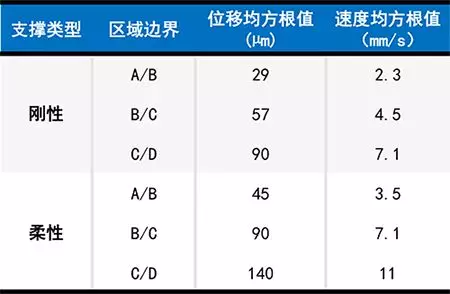
在新的振动标准中,把振动效果分成4个区:
《电力工业技术管理法规》
《电气装置安装工程旋转电机施工及验收规范》
《在非旋转部件上测量和评价机器的机械振动》
第2部分:50MW以上,额定转速1500r/min、1800r/min、3000r/min、3600r/min陆地安装的汽轮机和发电机轴承座振动速度评价区域边界的推荐值
第3部分:额定功率大于15kW额度转速120r/min至15000r/min之间的在现场测量的工业机器:
第一类机器,额定功率大于300kW并且小于50MW的大型机组;或转轴高度H≥315mm的电机。
第二类机器,额定功率大于15kW,小于等于300kW的中型机器;或转轴高度160mm≤H<315mm的电机。
第三类机器,额定功率大于15kW,多叶片叶轮,并与原动机分开连接的泵(离心、混流、轴流)
第四类机器,额定功率大于15kW,多叶片叶轮,与原动机成一体(共轴)的泵(离心、混流、轴流)
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020