















































软件

产品


一、职场实战:新人如何高效应对45钢建模问题
很多新人刚进公司做建模时,看到某个零件需要拉伸成形,常常会花费10分钟反复调整参数,手忙脚乱地处理约束条件。其实只要掌握几个关键技巧,30秒就能完成这个动作。上周刚来的新同事小李就因为没用对拉伸方式,在制作一个标准件时反复修改草图轮廓,后来才发现只要设置正确的拉伸方向,就能事半功倍。这种效率差距有时候会直接影响项目交付进度,资深工程师的经验往往藏在这些细节里。
二、材料库实战配置全攻略
在制造业项目中,材料参数的准确性直接影响制造成本和产品性能。对于45钢这类常见材料,我们要处理好SolidWorks材料库的配置问题。你在画零件图时发现,系统里找不到"45钢"这个准确名称,但其实只要掌握几个方法就能解决这个问题。
建模模板设置技巧新建零件文件时,千万别直接使用默认模板!我们根据车间常用材料建立专属模板。比如在"文件-新建"界面,选择"零件"模板后点击"高级",在"材料"选项中预先设置为"普通碳钢","属性管理器"自定义单位制为毫米和牛顿,每次新建文件就省去了重复选择的麻烦。更重要的是,在模板里设置默认材料参数,避免在设计初期就因材料配置错误影响后续仿真结果。
草图绘制智能约束在绘制注塑件轮廓时,我习惯先启用"自动约束"功能。打开草图工具时,勾选"启用自动约束"选项,无论是绘制矩形还是圆弧,系统都会自动识别并添加约束条件。比如画一个标准D型零件基座,只要保证两条垂直线与坐标轴平行,圆弧与直线相切,系统就能自动补全轮廓,省去手动添加约束的步骤。这种习惯不仅能节省时间,还能预防草图未封闭导致的报错问题——毕竟上周有个同事就因为没封闭轮廓,导致整个装配体出现37处面数不匹配的错误,耽误了整整三天交付。
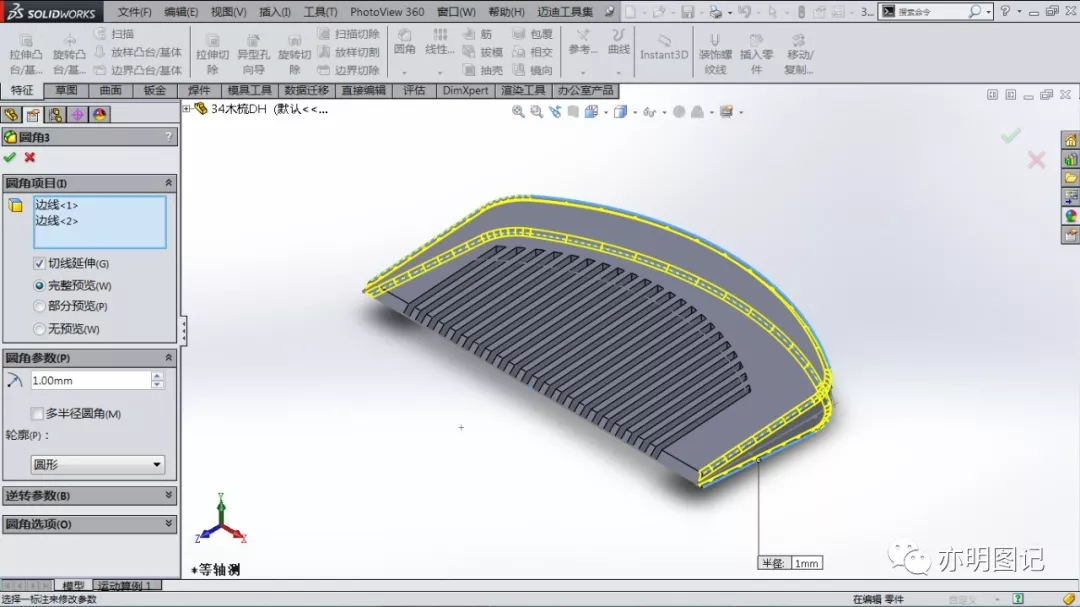
拉伸特征的实战应用当我们需要用拉伸功能制作注塑件时,一定要注意拔模角度的设置。比如制作一个带斜度的齿轮外壳,输入1.5度的拔模值后,SolidWorks会自动在零件表面添加斜度,这和注塑过程中模具的脱模要求完全吻合。如果忘记设置拔模角度,后期做装配时会出现零件卡模的情况,直接导致返工。处理薄壁结构时,特别是在制作钣金外壳,利用"薄壁特征"工具,设置适当的壁厚参数,系统会自动生成中空结构,既保证强度又节省材料。
三、避坑指南:环环相扣的职场陷阱
在实际工程图纸处理中,我们经常要面对各种材料属性的配置问题。比如遇到45钢时,如果没及时修正材料参数,导致仿真结果严重失真。记得上个月有个项目,因为误用了Q235钢的密度值,导致强度计算结果比实际数据低了40%,差点引发设计变更。
遇到以下这三种情况一定要及时止损:
草图未封闭的风险当构思一个复杂形状的零件时,如果草图轮廓没有闭合,拉伸生成的特征就会出现面数不匹配的问题。在装配体中,这种错误会像级联反应一样扩散,需要重新生成整个零件。更严重的是,如果零件包含多个面,系统会强制生成错误的特征,最终需要手动调整,浪费大量时间。
拉伸方向设置失误在制作标准件时,有些人会把拉伸方向设为"双向",这看似方便实则是隐患。比如在生成一个带倒角的扳手时,如果双向拉伸导致两个方向的特征互相干涉,最终需要手动调整才能完成。正确做法是根据零件结构特点,优先选择单向拉伸,再特征管理器调整方向,既保证生成质量又能避免后续修改。
材料属性误配后果曾经有位同事在画一个承受压力的支架零件时,错误地将45钢选成了普通碳钢。这导致仿真显示的屈服强度比实际值低了120MPa,结果测试时支架出现严重形变。这种情况在精密零件设计中非常危险,在工程图标注材料时,在属性管理器里手动修正材料参数,特别是对于需要强度计算的零件。
四、制造工艺关联技巧:让软件更懂车间
在实际项目中,设计工程师需要和制造车间保持紧密沟通。使用SolidWorks制作45钢零件时,提前考虑加工工艺。比如制作一个带有孔的连杆,用"旋转特征"替代传统拉伸,在后续CNC加工时能减少装夹次数。遇到需要热处理的零件,在材料属性中添加热膨胀系数参数,在仿真时就能更准确地预测零件变形量。
对于注塑件设计,要特别注意壁厚均匀性。使用"薄壁特征"工具时,将壁厚设置为0.8mm左右,既符合45钢的加工特性,又能保证注塑成型的合格率。如果壁厚太薄,会出现缩水缺陷;太厚又容易浪费材料。这个经验是在去年批量生产散热器时总结出来的,当时因为壁厚设计不合理,导致12%的产品出现变形问题。
五、高手进阶技巧:解锁拉伸功能隐藏潜力
变量控制的秘密在"高级拉伸"选项里有个容易被忽视的"变量控制"功能。假设我们需要制作一个系列化产品,比如不同长度的轴类零件,设置拉伸深度为变量来实现快速建模。具体操作是:在特征管理器里点击"拉伸"特征,在属性管理器中选择"变量"选项,输入参数公式(如长度=基础长度+10mm)。每次修改基础长度,其他尺寸会自动更新,特别适合批量生产场景。
非主流材料参数预存虽然45钢在材料库中没有现成属性,但我们借助"材料库-自定义"功能建立专属材料。创建一个"常用钢材"的自定义文件夹,在里面保存所有需要的材料参数。比如设置GB/T 699-2015的45钢属性时,除了基础参数外,还要注意添加热处理后的性能数据,在仿真时能更准确预测零件在不同工况下的表现。这个习惯能帮设计师省去每次手动输入的麻烦,特别适合需要多次反复修改的项目。
六、质量管控与流程优化
在工程实践中,材料属性的设置需要配合质量控制标准。比如制作一个汽车悬挂部件,除了基本参数外,还要在材料库里添加表面处理要求(如渗碳处理)。这些细节能直接影响零件的装配性能,特别是在高温环境下工作的部件。建立一个包含所有材料信息的中央数据库,在团队协作时能避免参数不一致的问题。
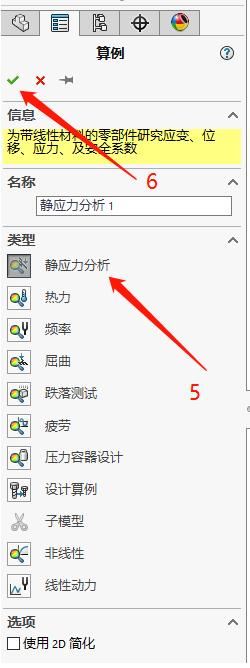
对于需要高精度仿真的项目,使用"Simulation"的材料属性叠加功能。在进行疲劳分析时,输入45钢的弹性模量210GPa和泊松比0.27后,配合实际使用环境的温度参数,就能得到更接近真实工况的仿真结果。这种做法在去年做某型号机床的应力测试时特别重要,精确的材料参数设置,提前发现了12处应力集中区域。
七、导师经验分享:30秒完成拉伸的秘诀
我工作中有个小技巧,当遇到需要快出图的场景时,会使用"复制粘贴"功能快速创建零件。比如需要绘制多个类似结构的零件,在完成第一个零件后,打开特征管理器,选择"拉伸"特征,点击"复制"按钮,将特征属性批量应用到其他结构。这种做法能节省60%以上的时间,特别适合制作标准件。
在制作薄壁部件时,某个同事发现了个神奇操作:先用"基准面"创建一个反方向的截面,"拉伸切除"完成内部结构,最终生成的零件比常规方式少用了3个特征步骤。这个方法能有效减少零件的特征数量,让后续的工程图输出更简洁。
遇到复杂结构时,还能利用"线性草图"配合"特征阵列"功能。比如制作一个带有多个孔的外壳,先在草图中创建一个基准孔,"特征阵列"工具设置数量和间距,不仅能保证孔距精确,还能避免手动绘制的误差。这种做法在制作标准化外壳时非常实用,能显著提升工作效率。
要提醒的是,即使掌握了这些技巧,也需要保持对软件功能的持续学习。我每个工程师都建立自己的"特征宝库",将常用结构保存为标准特征,在面对相似结构时就能直接调用,让建模效率提升一个档次。注意定期更新材料库,特别是当新材料标准出台时,及时修正参数能避免设计失误,为车间生产保驾护航。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















