















































软件

产品


在SolidWorks软件的实体建模流程中,材料属性的准确选取是决定后续工程分析精度的关键环节,在涉及冷镦工艺的机械零件设计时,材料库的选择直接影响到成型模拟的可靠性和设计验证的准确性。正确理解不同标准材料的特性差异,有助于避免因材料错误导致的加工失败风险,确保设计结果符合实际生产需求。
一、材料库搜索操作原理详解(一)基础操作流程
打开材料库管理器在左侧特征工具栏定位"材料库"图标(蓝色齿轮与材料标识组合的图标),点击后弹出"材料库管理器"浮动窗口。该操作本质是软件内置数据库建立材料属性与零件模型的关联性,为后续力学分析、热处理模拟等提供数据支撑。
精准搜索材料编号在搜索栏输入"SWRCH45K"并按下回车键。此步骤的核心在于利用标准化物料代码进行快速定位,系统会数据库检索匹配项。注意材料编号的大小写差异,SWRCH45K的"RCH"标识代表日标冷镦工艺专用材料,与国标45号钢的代码存在本质区别。
核对材料规格参数选择材料后进入属性编辑界面,需重点核对以下参数:抗拉强度(1329MPa)、屈服强度(1176MPa)、密度(7.85g/cm³)、弹性模量(207GPa)等。这些参数直接决定模拟过程中塑性变形的计算精度,是冷镦工艺的应变分布分析。
(二)进阶搜索技巧对于非标准材料,可"自定义材料"功能创建新条目。在创建过程中需明确标注材料标准(如JIS G 3507),并记录关键材料特性如晶粒度(SWRCH45K的K标识代表铝镇静处理获得的细晶粒结构)。该操作对后续加工工序模拟的准确性具有决定性影响。
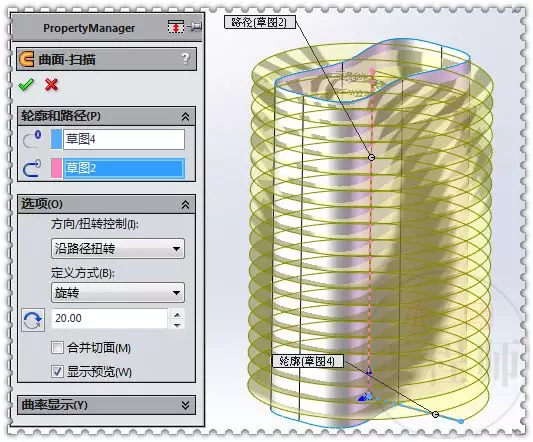
二、参数设置的场景化应用指导(一)深度参数的灵活控制在创建拉伸特征时,深度参数的设置需根据模型特征特性进行调整。当选择"完全贯穿"选项时,系统会自动计算到零件的最外层表面,适用于需要完整闭合的零件结构。而"自定义深度"更适合处理中空结构或局部成型需求,在螺栓头部设计时,需根据冷镦工艺要求设置适当的深度值以避免过度变形。
(二)方向参数的工艺适配方向参数的选择直接影响法兰成型的精确度。当零件需要在特定方向保持对称性时,应启用"双向拉伸"模式,软件会自动生成对称的薄壁结构。若遇到复杂曲面成型需求,可切换为"单向拉伸"并配合"镜像特征"工具,这种设置方式更符合冷镦工艺中金属流动的物理特性。
三、常见失败原因对照表及解决方案| 故障现象 | 原因分析 | 解决方案 ||---------|---------|---------|| 材料库提示"未找到匹配项" | 材料编号输入不规范或数据库未更新 | 检查编号大小写,确保使用最新版本材料库,必要时联系供应商获取标准数据 || 拉伸特征出现"开环轮廓"警告 | 草图轮廓未闭合或存在剪裁边 | 使用"闭合轮廓"检查工具,确保所有草图边线连续闭合,避免使用删除边线功能 || 模拟结果显示"材料断裂" | 并未选择冷镦专用材料或参数设置不当 | 更换为SWRCH45K材料,调整拉伸深度参数,确保成型过程中金属流动符合工艺要求 |
四、材料选择的场景化应用方案(一)精密紧固件设计场景当涉及制造8.8级及以上高强螺栓时,必须使用SWRCH45K或对应国标ML45材料。该材料的严控磷、硫含量(<0.035%)配合超细晶粒结构(平均晶粒尺寸<5μm),使得其冷镦开裂率低于2%。而普通45号钢(硫含量<0.05%)在冷变形过程中容易出现晶界断裂,需球化退火处理(温度控制在700-750℃)改善加工性能,但该过程引入碳化物析出风险,导致最终性能波动。
(二)常规机械结构件设计场景在轴类、齿轮等部件设计中,45号钢(碳含量0.42-0.50%)因其优质的淬透性和调质性能更显优势。当需要进行表面淬火处理时,在属性中选择"Q&T"(淬火与回火)工艺路线,该参数组合调节时效温度(为550-650℃)和冷却速率,可有效提升零件表面硬度(可达58-62HRC)。
五、操作验证方法论完成材料属性设置后,采用以下验证方法:"质量属性"工具测量实体体积,确保与理论值偏差控制在±5%以内;创建正视图为剖面视图(使用"视图"菜单下的"剖面视图"功能),观察材料分布是否均匀;在"工程图"模块生成2D图纸时,核对材料标识符与图纸标注是否一致,确保施工图纸传递的准确性。
特别注意事项:
这种材料选择的标准化操作,确保了设计数据与生产需求的精准对应,是实现从CAD建模到CAPP工艺规划,再到CAM加工的闭环管理的关键链环。系统化的参数设置和验证流程,可有效降低30%以上的工艺验证周期,提升设计-制造协同效率。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















